亜鉛めっき鋼板の溶接結果について
ファイバーレーザー溶接は母材に与える熱の範囲が局所的なため、他の溶接方法に比べると歪が少ない溶接結果になると言われております。
今回は、SLW1500(SLW1500A)を使用した際の亜鉛めっき鋼板の溶接結果と歪み具合をご紹介します。
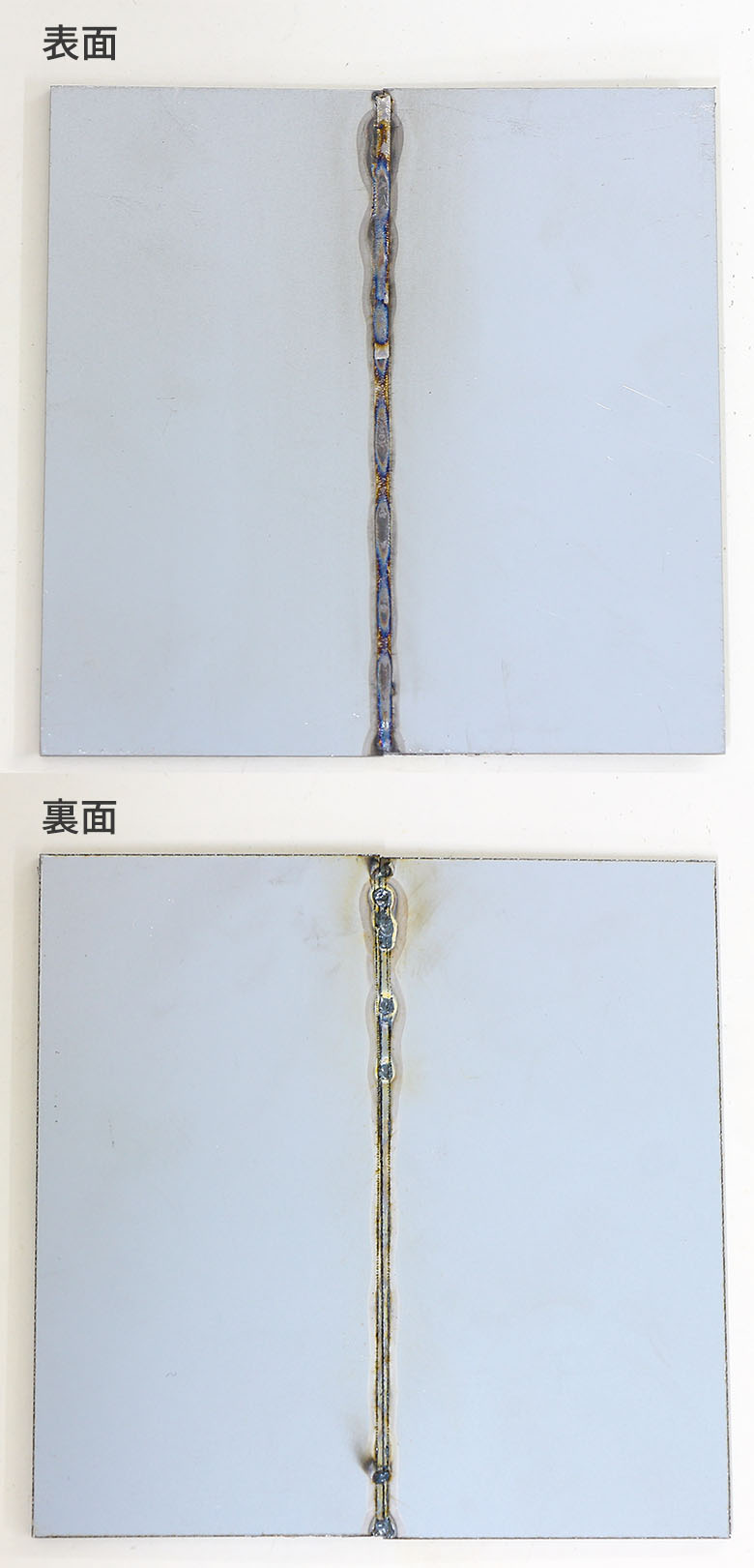
板厚2mm
ワイヤー不使用 突合せ溶接
レーザーパワー:60% 周波数:3000Hz デューティー比100% 速度25mm/sec
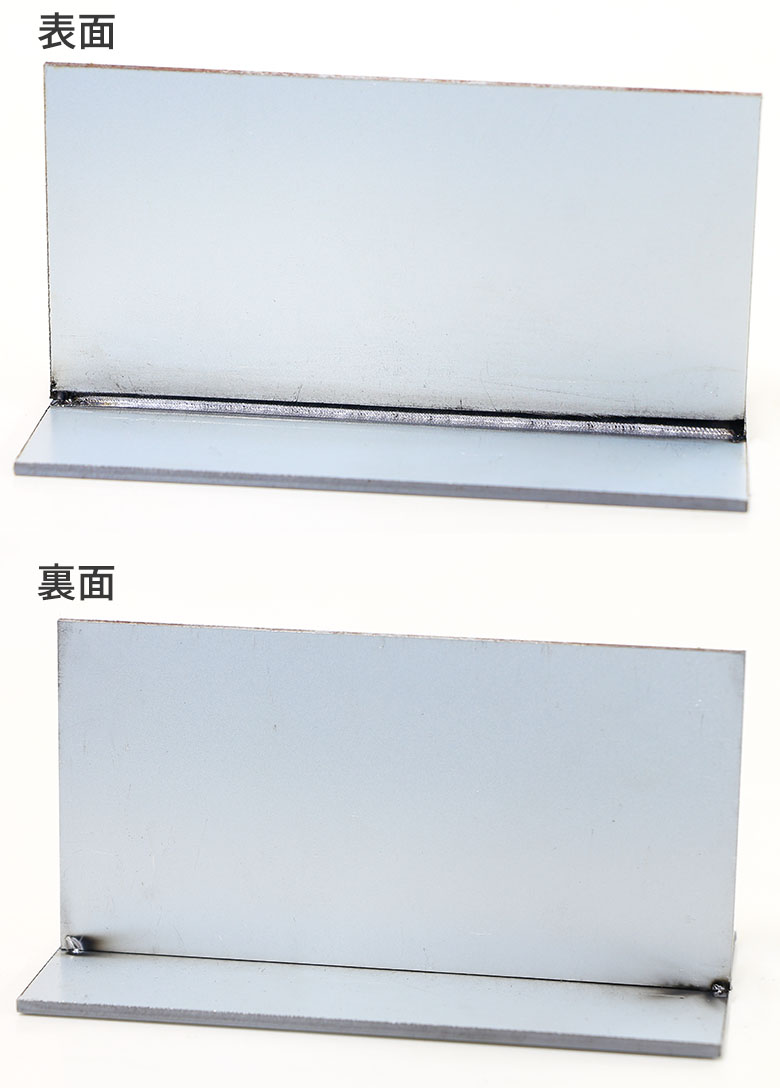
ワイヤー不使用 隅肉溶接
レーザーパワー:60% 周波数:3000Hz デューティー比100% 速度25mm/sec
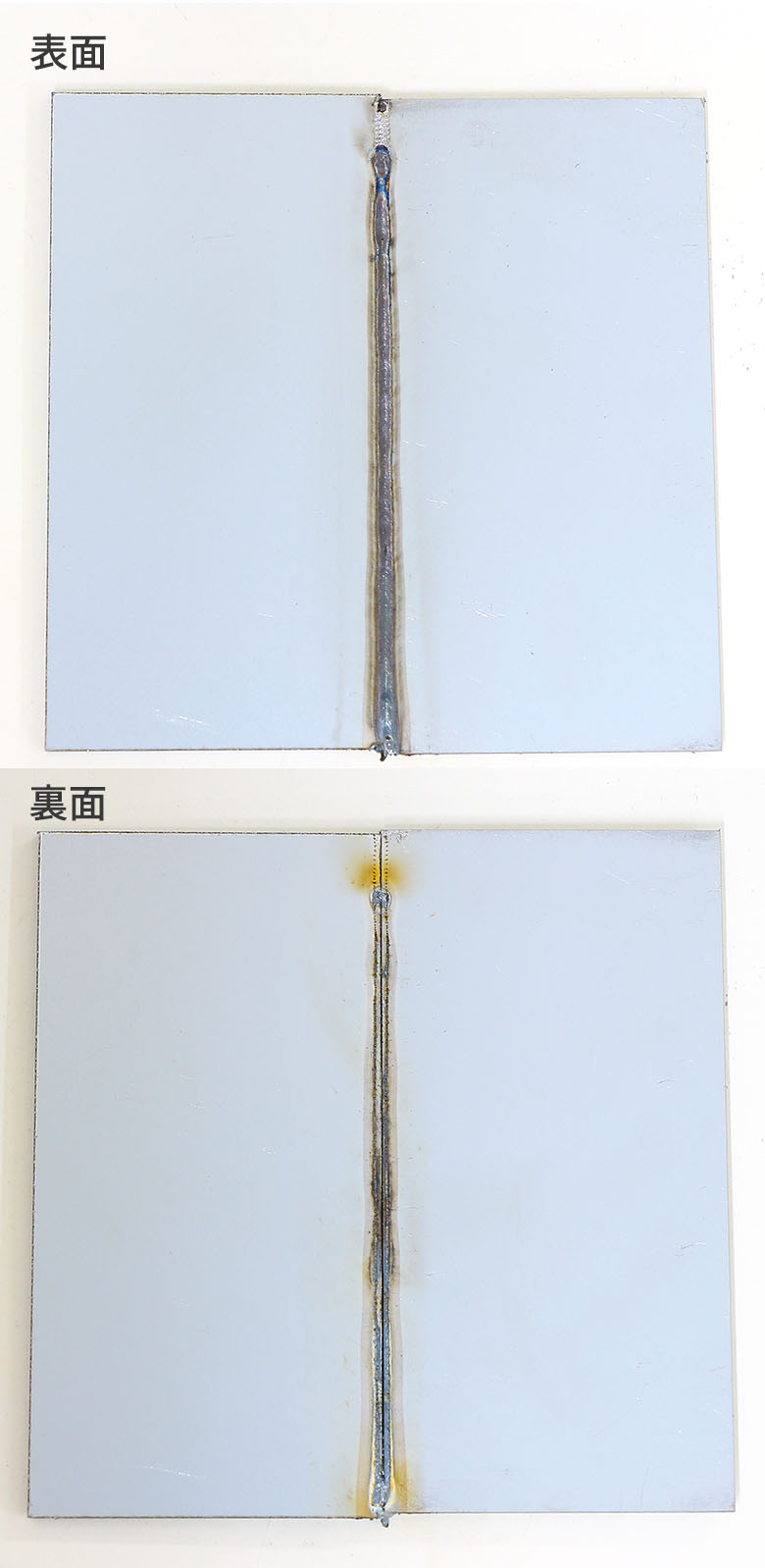
板厚2mm
ワイヤー使用 突合せ溶接
レーザーパワー:60% 周波数:3000Hz デューティー比100% 速度15mm/sec
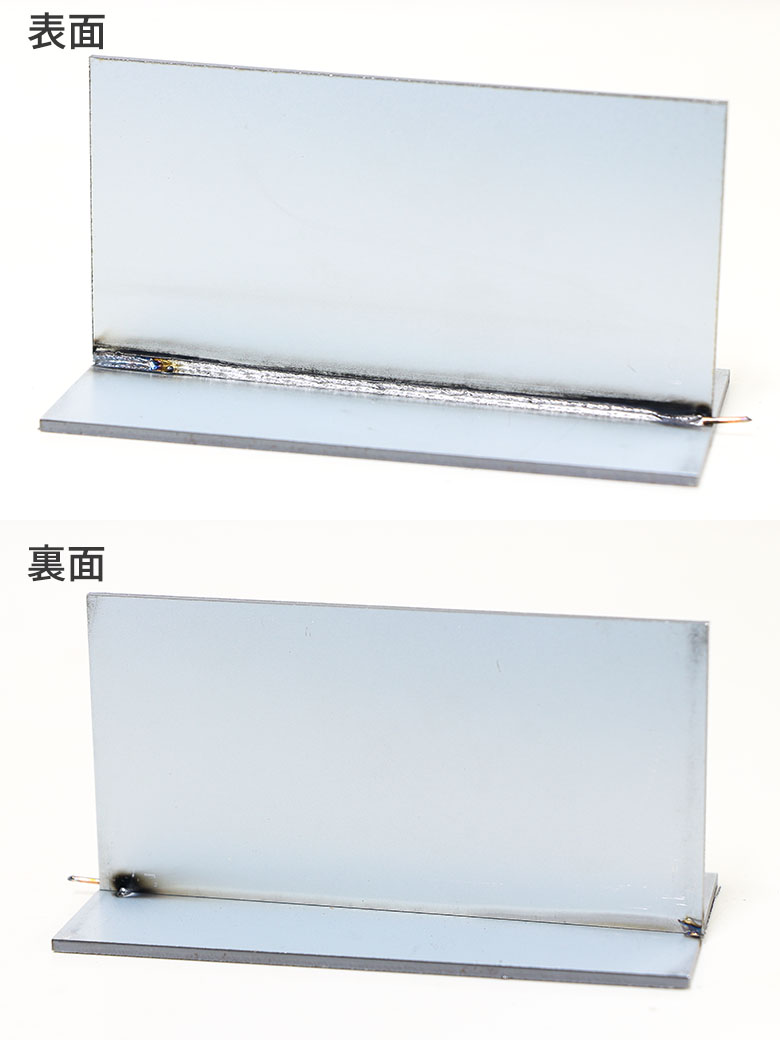
ワイヤー使用 隅肉溶接
レーザーパワー:60% 周波数:3000Hz デューティー比100% 速度15mm/sec
溶接後の歪み具合
今回の溶接では治具やバイスなどを使用せずに行いました。
突合せ溶接で歪みが出る結果となりました。

 SLWシリーズ
SLWシリーズ