ガス圧力による溶接部の外観の違いについて
溶接の際に使用するシールドガス(アシストガス)は、溶接の品質や溶け込みに大きく関わっています。 SLW1500/SLW2000の推奨ガス圧力は0.2Mpaですが、製品設計としては最大0.6Mpaまで耐圧できる仕様となっています。 今回は推奨圧力と上限の圧力での溶接部の外観の違いを検証しました。
検証方法
ワイヤーを供給した状態で溶接速度を一定に保ち、ガス圧力のみを変化させ溶接を行いました。
使用素材:ステンレス 板厚3mm
使用ワイヤー:ステンレス用ソリッドワイヤー 0.8mm
使用ガス:アルゴンガス
ワイヤー供給速度:20mm/min
レーザーパワー:100%
検証結果
ガス圧力 0.2Mpa
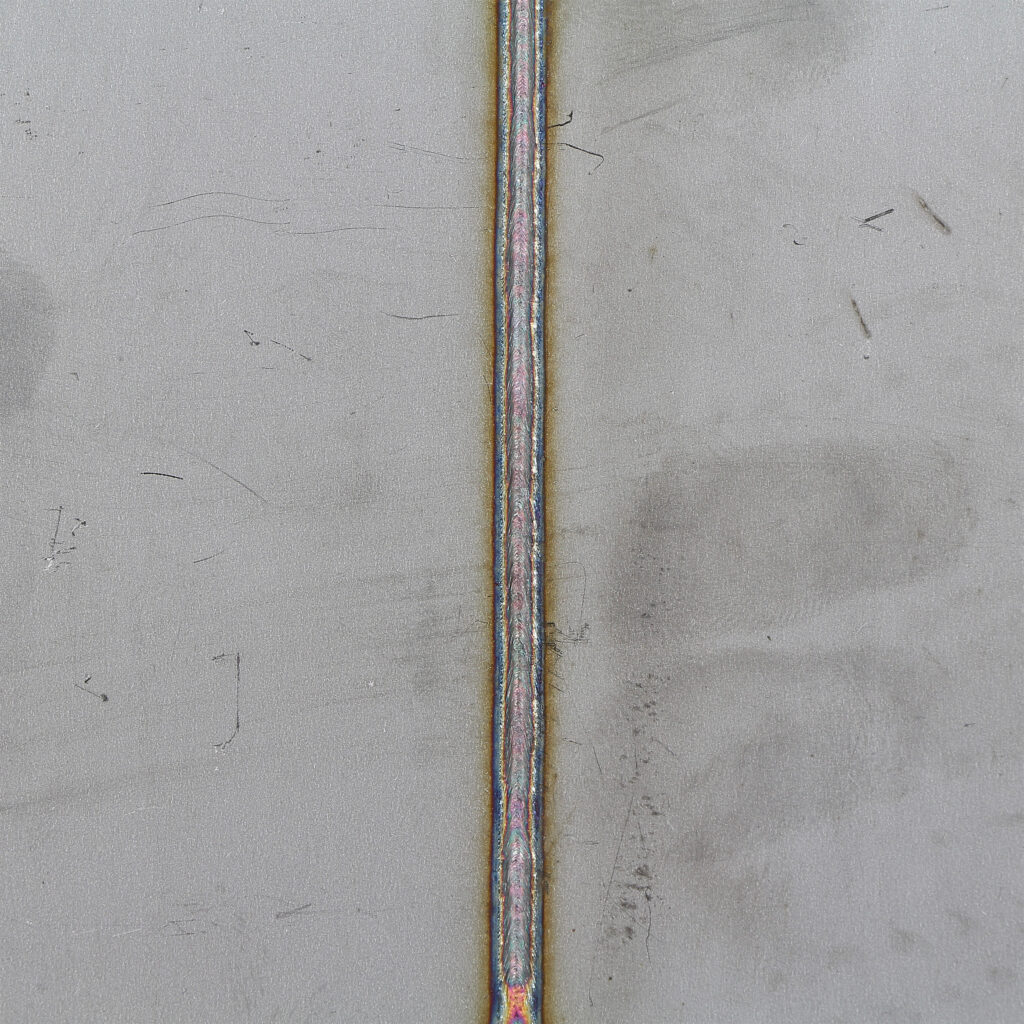 推奨値の0.2Mpaでは焼けが強く発生し、ねずみ色のような結果となりました。
推奨値の0.2Mpaでは焼けが強く発生し、ねずみ色のような結果となりました。
ガス圧力 0.6Mpa
 上限圧力の0.6Mpaまで圧力を上げると焼けが抑えられ光沢感が出てきています。
上限圧力の0.6Mpaまで圧力を上げると焼けが抑えられ光沢感が出てきています。
 SLWシリーズ
SLWシリーズ