加工可能素材について
PL950は通電する金属であればほとんどの素材を加工することが可能です。ただ、素材によって切断できる厚さが変わり、また切断精度やドロスの付着量なども変わってきます。このページでは、鉄・アルミ・ステンレスの加工における切断精度の検証結果をご紹介します。
また、加工予定の素材をお送りいただき、弊社でテスト加工を行うサービスがございます。切断結果や精度、ドロスの発生量など、どのような加工結果となるかをご確認いただけます。
詳しくはお試し加工サービスのページをご覧ください。
切断精度の検証
50mm四方のデータを加工し、データとどの程度の誤差が発生するかを紹介します。
本製品には切断時の素材の消失幅を考慮し、補正をする機能があります。
この機能を使用すると設定した数値分、データサイズを大きく変更します。
使用データ:50mm四方の四角形
使用電源:45A
| 鉄 | アルミ | ステンレス | |
|---|---|---|---|
| 板厚 | 5mm | 5mm | 3mm |
| 加工速度 | 1000mm/min | 2800mm/min | 1800mm/min |
| カーフ幅 (補正値) |
1.5mm | 1mm | 1.8mm |
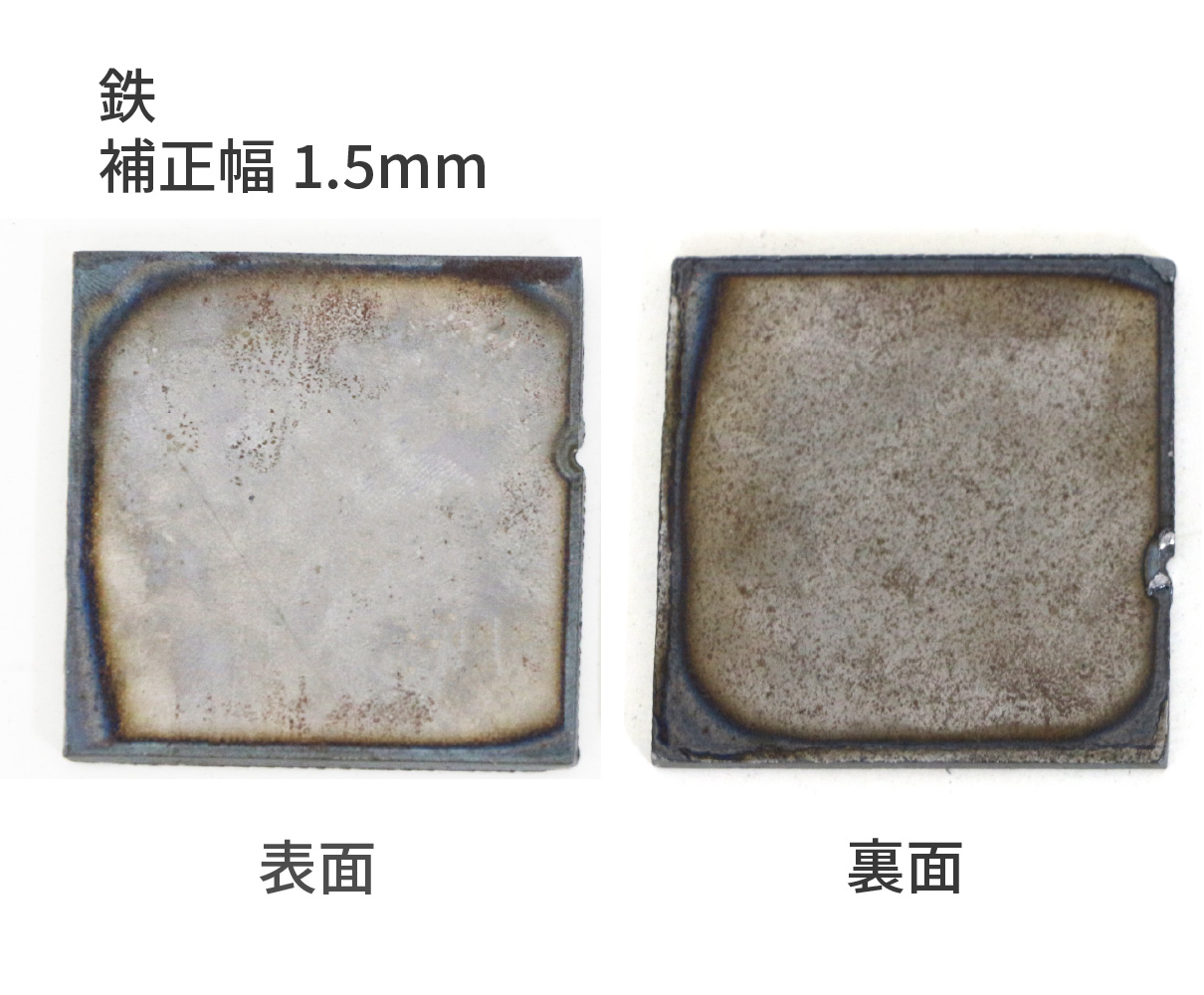
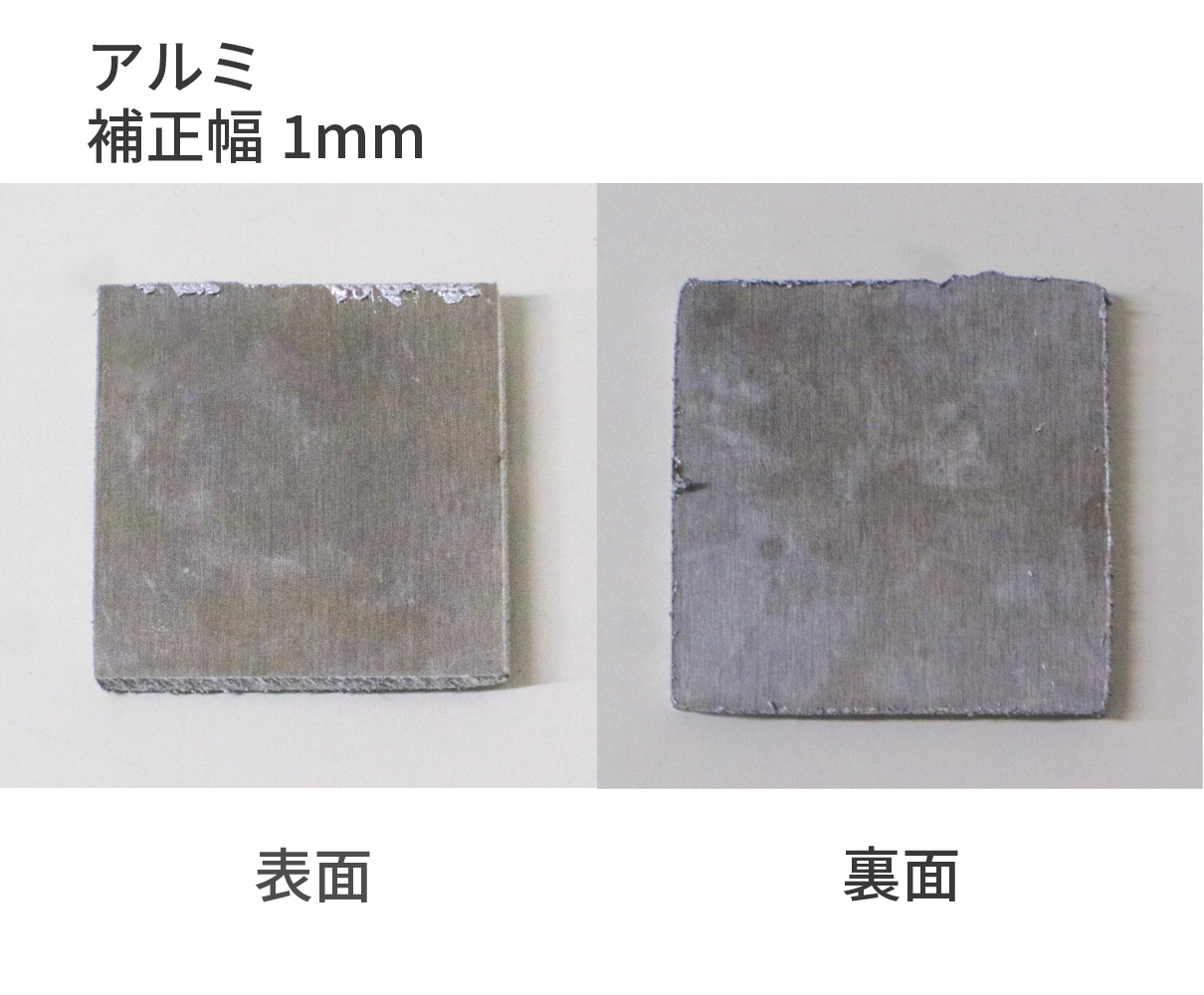
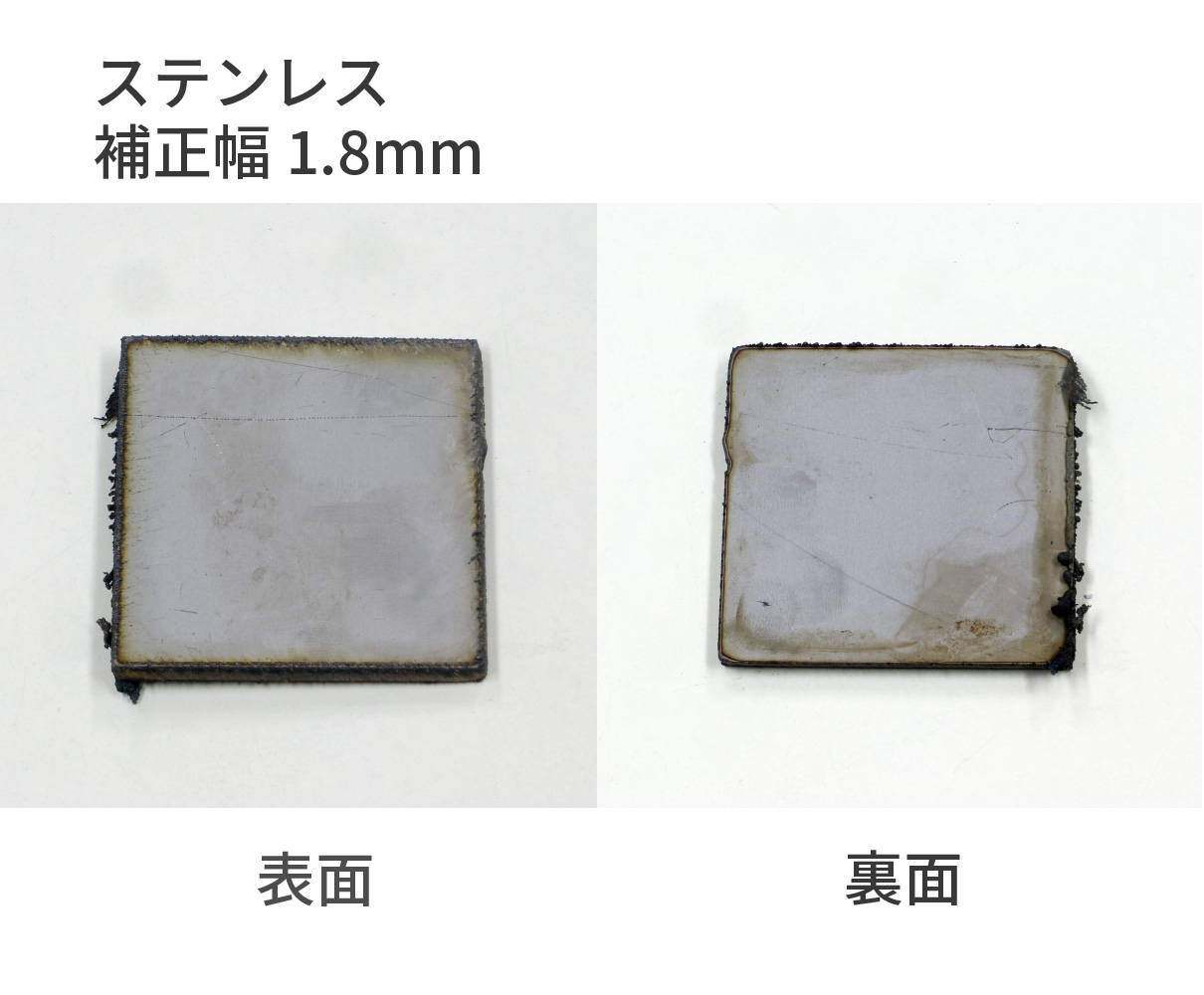
| 表面 | 0.5mm~1mmほどマイナス |
| 裏面 | 1mm~1.5mmほどマイナス |
切断幅は補正値の調整を行うことで誤差を小さくすることが可能です。
使用電源や素材、加工データの形状などにより補正値は様々です。
そのため、お客様にて調整をしていただく必要がある箇所となっています。
ドロス発生量と切断面
鉄・アルミ・ステンレスを加工した際のドロス発生量と切断面を紹介します。
使用データ:50mm四方の四角形
使用電源:45A
| 鉄 | アルミ | ステンレス | |
|---|---|---|---|
| 板厚 | 5mm | 5mm | 3mm |
| 加工速度 | 1000mm/min | 2800mm/min | 1800mm/min |
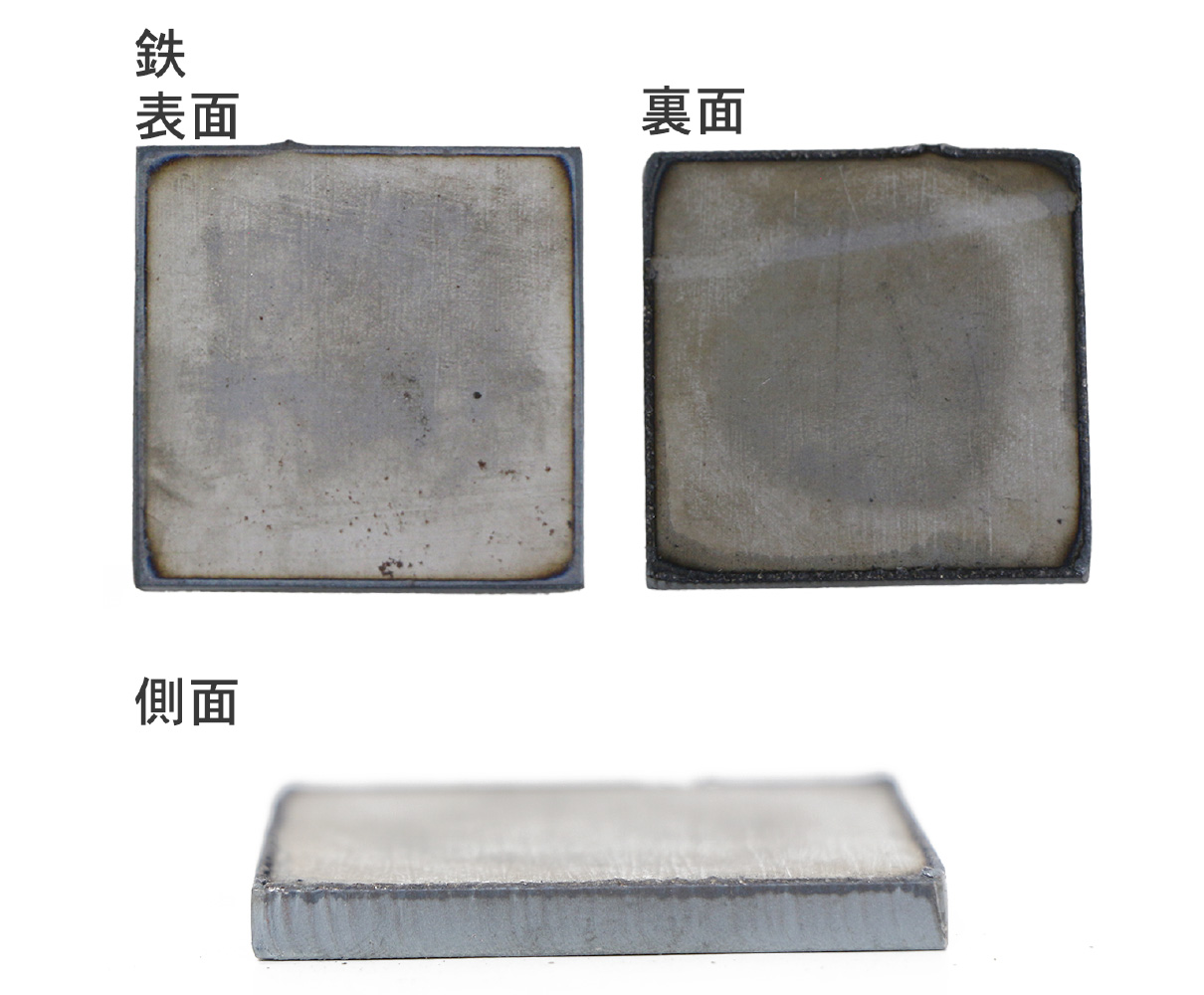
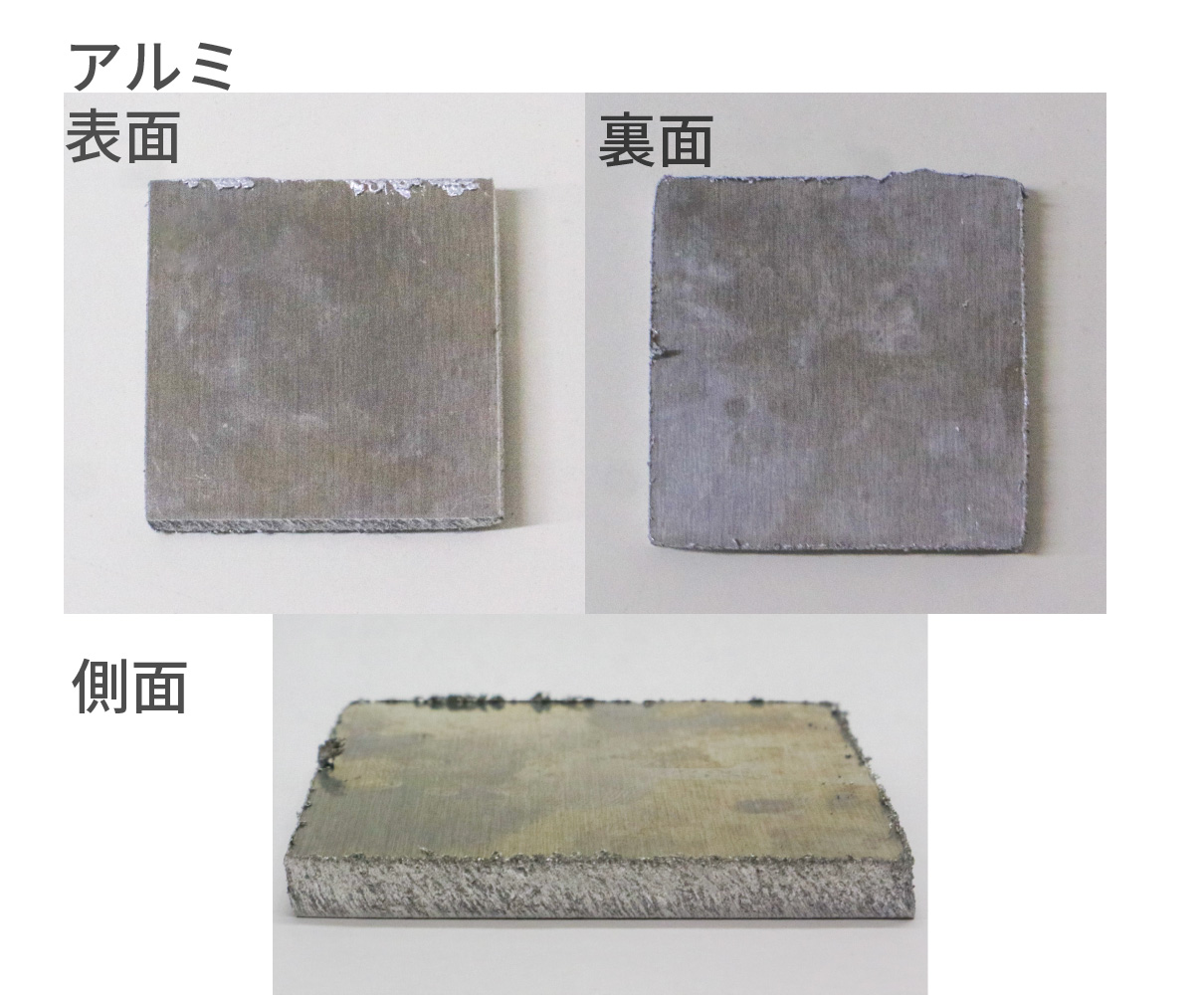
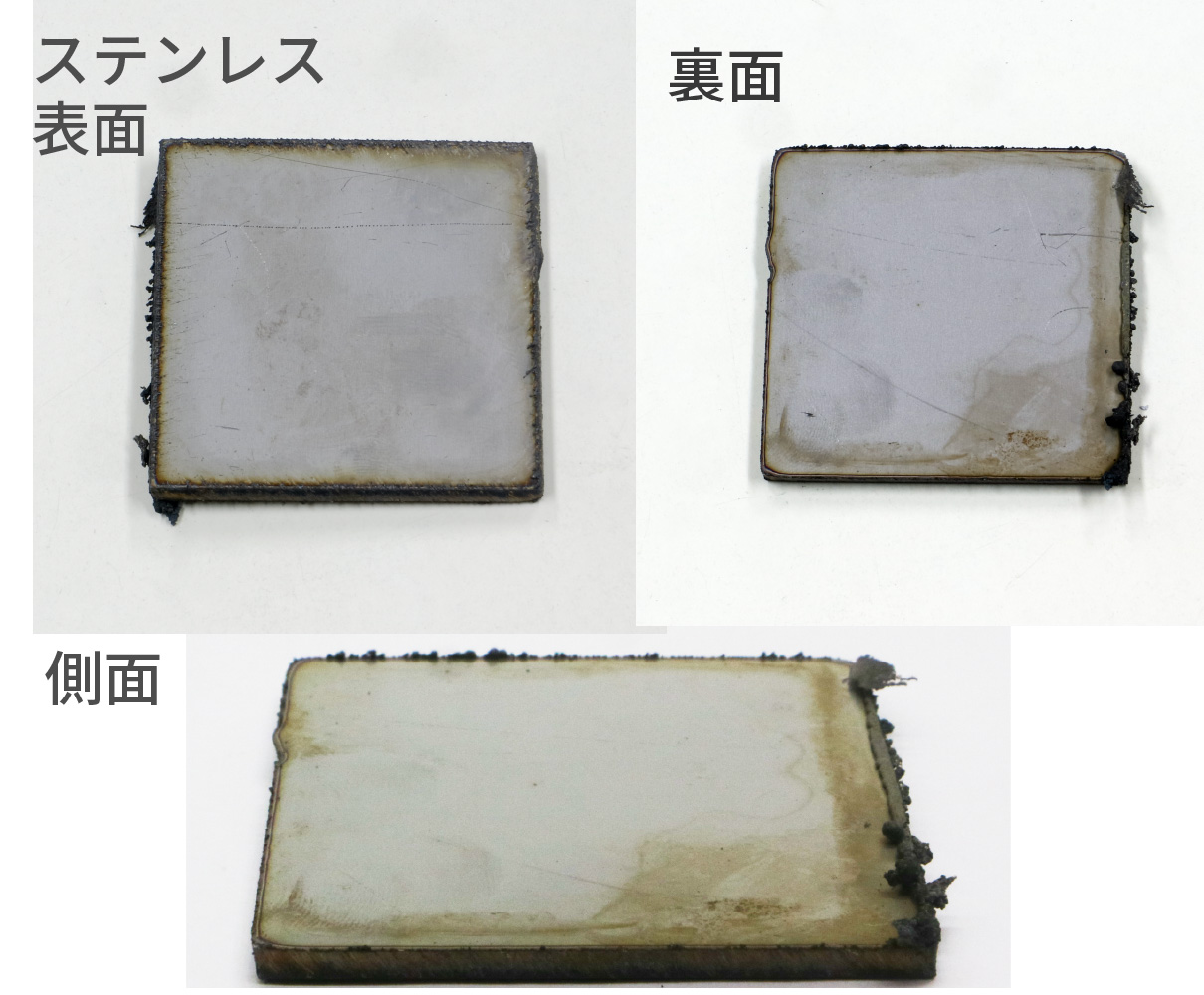
裏面(上)方向にかけて切断面が斜めになり、加工結果が台形状になっています。
 PL950R
PL950R