ファイバーレーザーマーカー LM110F/LM110M
ステンレスの黒色刻印について
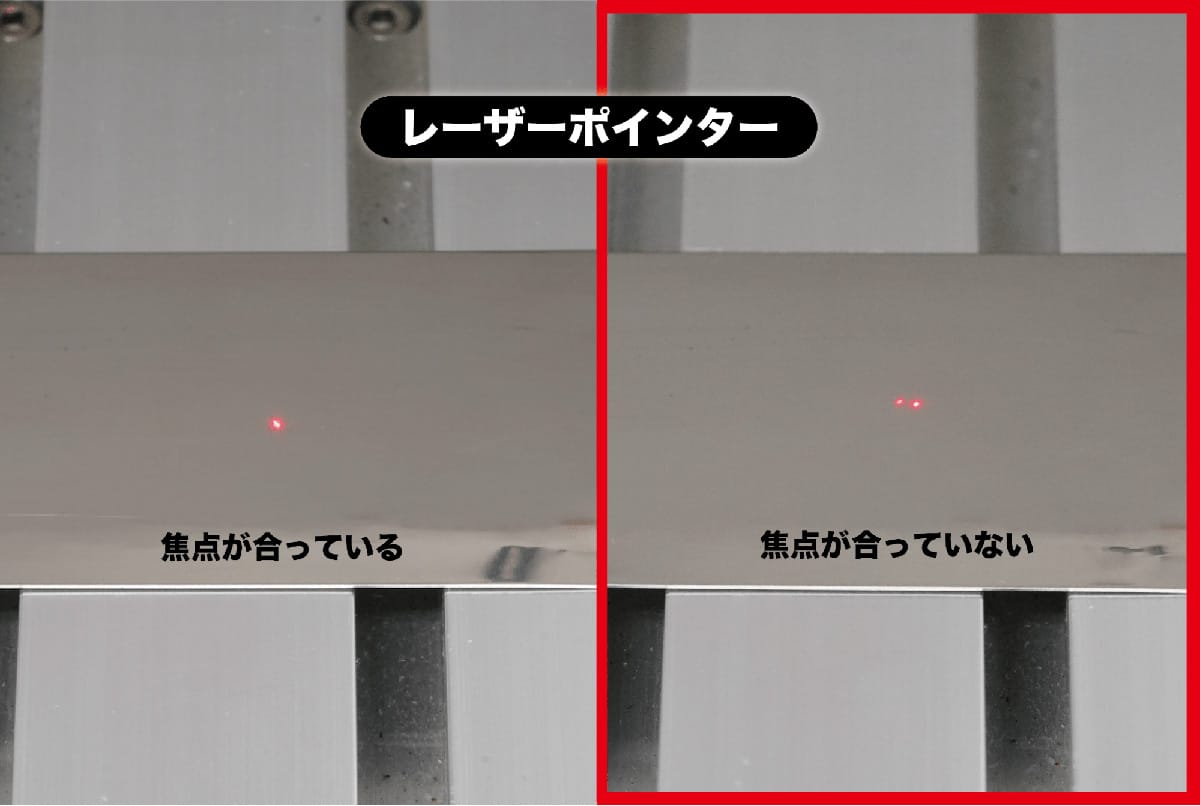
ファイバーレーザーマーカー「LM110F/LM110M」では通常は、レーザーの焦点を素材に合わせることで素材の表面を削る加工を行います。削ったことによりできた表面の凹凸に光が当たると光の乱反射が起こり、刻印部分は白色に見えます。
しかしながら、ステンレス素材の場合、この焦点を「合わせない」ことで黒色に印字することが可能です。
黒色に見える原理
焦点を合わせないと表面が削られずにレーザーの熱だけが素材に伝わります。それにより、ステンレス表面の酸化被膜が変質し、印字部分が黒く見える、という原理です。
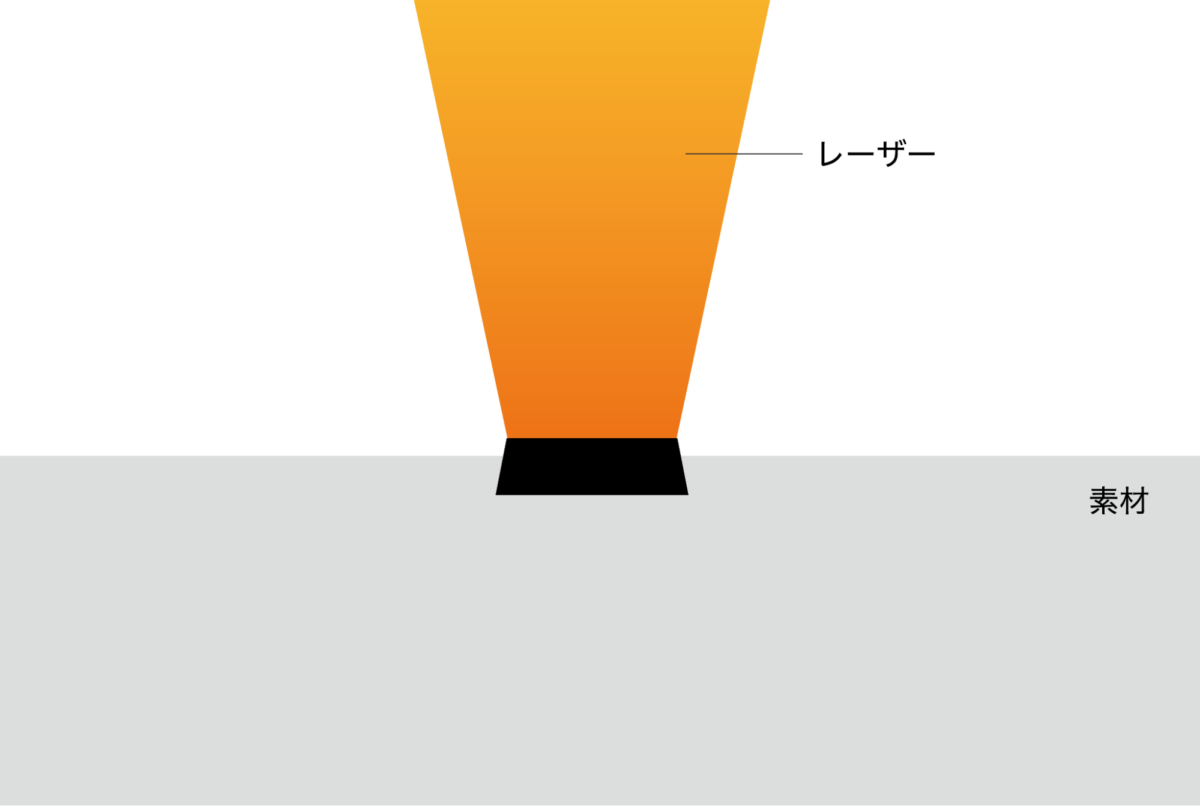
黒色印字の特徴としては、表面を削らないので表面のざらつきがありません。凹凸がないため菌の温床軽減になるので、医療器具への印字方法としてもこの印字方法が用いられているそうです。
設定方法
以下素材・設定にて加工を行ってみました。
- 素材:ステンレス
- 厚み:0.5mm
LM110Fの場合
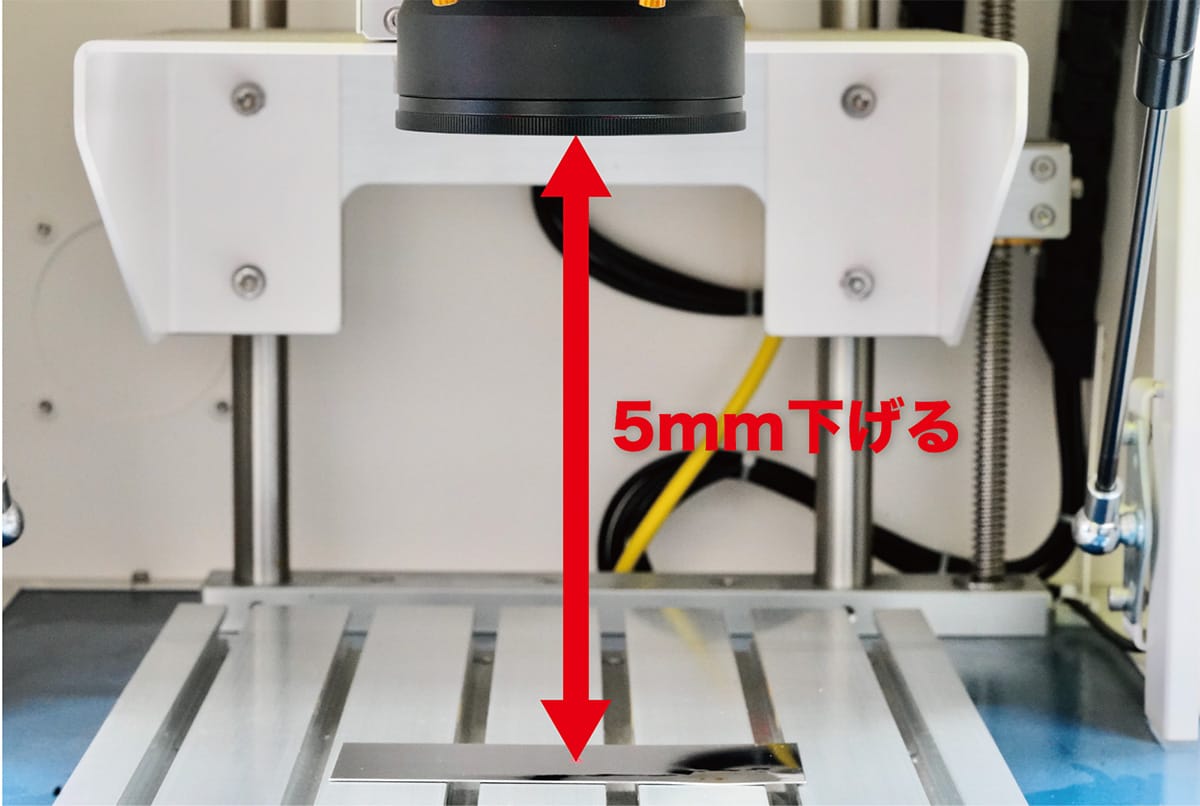
焦点のずらし:焦点が合った状態からレンズの位置を5mm下げる
設定:スピード 50mm/sec パワー100% 回数1回
LM110Cの場合
焦点のずらし:焦点が合った状態からレンズの位置を13mm下げる
設定:スピード 50mm/sec パワー100% 回数1回
焦点のずらしは、LM110Fの本体の上部にあるレバーを回しながら、焦点が合った状態からレンズの位置を5㎜下に下げました。(LM110Cの場合は、13㎜下げます。)
なお、上記パラメータ設定や焦点をずらす距離はあくまで一例となります。
お持ちの素材で加工を行う際は、上記パラメータに近い数値で何度かテスト加工を行っていただき、最適な値を探してください。
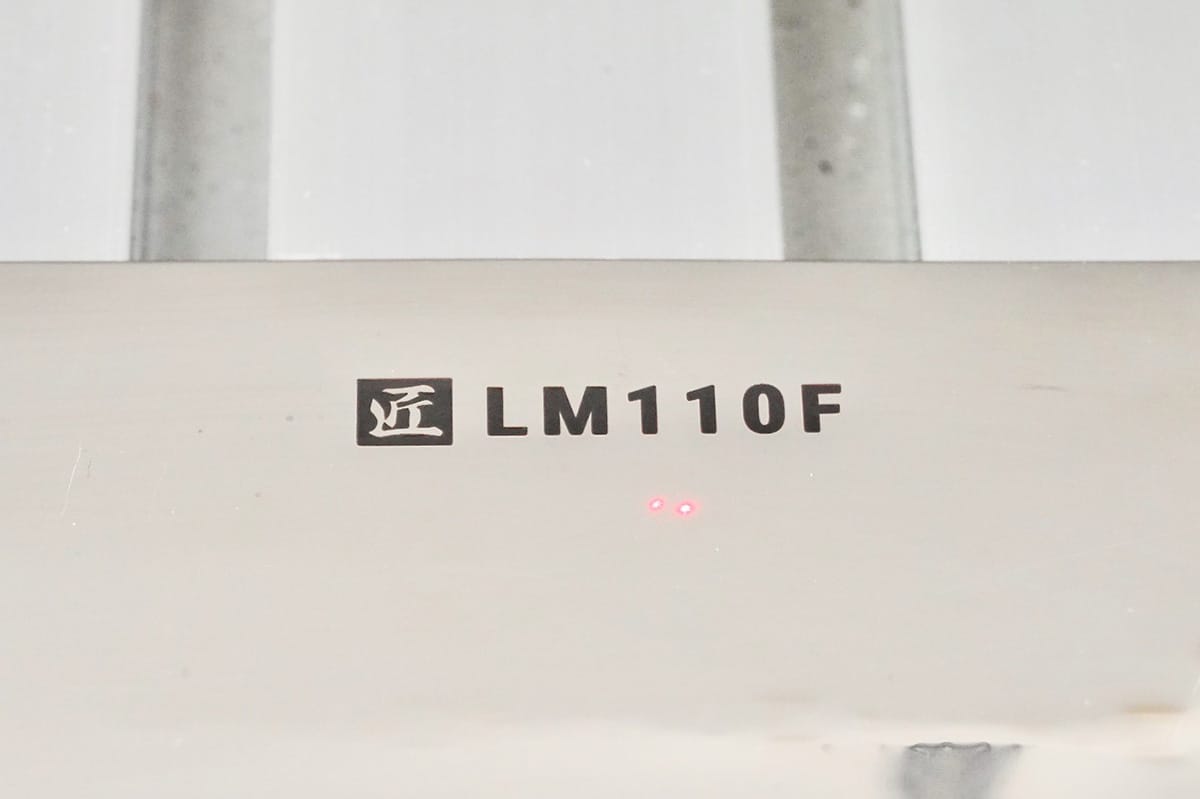
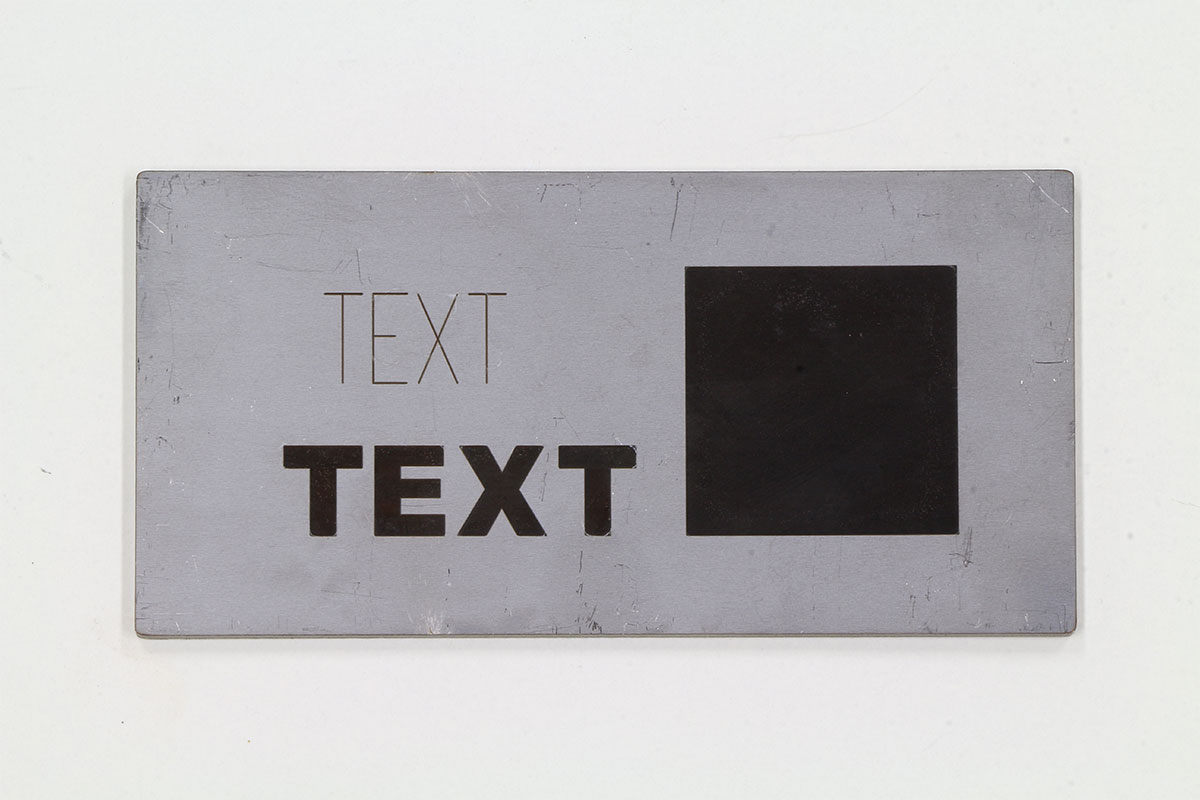
加工結果はこちら。
表面を削っていない為、印字部分に凹凸がない仕上がりになっています。

注意点
黒色印字はレーザーの熱による表面の酸化が必要になるため、熱の影響を受けやすいことがわかりました。素材の厚みによっては、熱によって素材が曲がったりする可能性がありますのでご注意ください(実際に今回行った検証では、スピードの設定を20mm/secにしたところ、ステンレス板が少し曲がりました)。
そして、使用する素材の性質(ステンレス自体の種類や、表面がマット加工されている/されていない、など)によっては色のつき具合や色ムラが出る可能性もあります。
実際にお試しいただく際は、本番での使用素材にてテスト照射をしていただき、その素材に対する最適な設定をお探しいただくことをお勧めいたします。
錆について
ステンレスは表面に酸化被膜があるため錆びにくい素材と言われていますが、黒色刻印はこの酸化被膜にダメージを与えてしまう為、錆が発生しやすくなってしまいます。
今回は以下の4つの条件で錆の発生についての比較を行いました。
- 黒色刻印を行い、塩分濃度10%の液体に潜らせたのち、表面を拭かずに放置
- 通常刻印を行い、塩分濃度10%の液体に潜らせたのち、表面を拭かずに放置
- 加工を行わず、塩分濃度10%の液体に潜らせたのち、表面を拭かずに放置
- 黒色刻印を行い、水に潜らせたのち、表面を拭かずに放置
それぞれの加工結果は以下の通りです。
- 黒色刻印を行い、塩分濃度10%の液体に潜らせたのち、表面を拭かずに放置
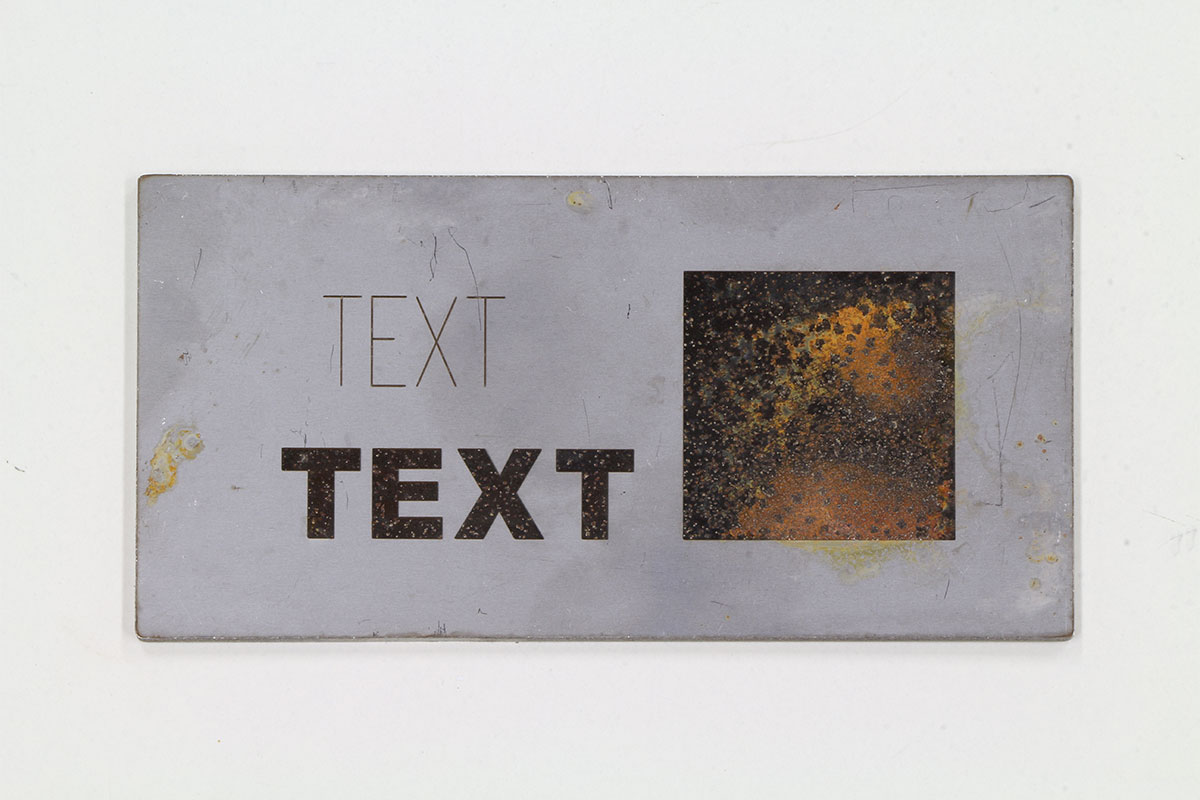
- 通常刻印を行い、塩分濃度10%の液体に潜らせたのち、表面を拭かずに放置
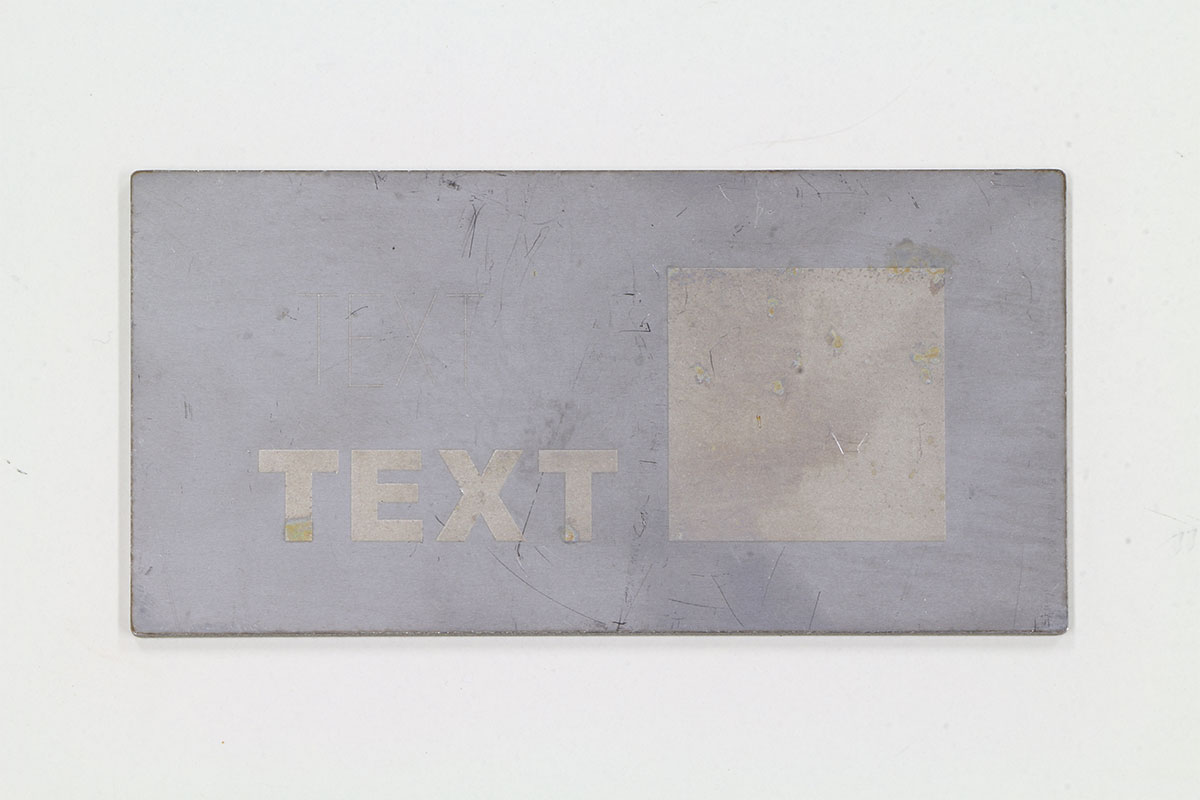
- 加工を行わず、塩分濃度10%の液体に潜らせたのち、表面を拭かずに放置

- 黒色刻印を行い、水に潜らせたのち、表面を拭かずに放置
2の通常刻印+塩分濃度10%の組み合わせも多少錆びのようなものが見られますが、やはり1の黒色刻印かつ塩分濃度10%の組み合わせで強く錆が発生していることが分かります。 加工を行わずに塩分に触れたものや、黒色刻印を行っていても塩分に触れていないものに関しては殆ど錆のようなものは発生していません。
今回は塩分で検証しましたが、酸性やアルカリ性の強い物に対しても錆は発生しやすいと言われています。塩分などに触れる可能性がある素材への黒色刻印は避けることを推奨いたします。
 ファイバーレーザーマーカー
ファイバーレーザーマーカー