加工結果の精度について
PL950はプラズマアークを発生させて切断をする装置です。 高温のプラズマアークで素材の表面を溶かすと同時に、溶かした素材をエアーで吹き飛ばすことで切断します。
ファイバーレーザー加工機に比べて、本製品は切断精度の点でやや劣ります。 しかし、厚板の切断ではより高速で作業が行える、導入の際の初期費用を抑えられるといった利点があります。
 PL950
PL950切断精度の検証
50mm四方のデータを加工し、補正機能の使用の有無でどの程度の誤差が発生するかを紹介します。
本製品には切断時の素材の消失幅を考慮し、補正をする機能があります。
この機能を使用すると設定した数値分、データサイズを大きく変更します。
加工条件
使用データ:50mm四方の四角形
使用電源:45A
| 鉄 | アルミ | ステンレス | |
|---|---|---|---|
| 板厚 | 5mm | 5mm | 3mm |
| 加工速度 | 1000mm/min | 2800mm/min | 1800mm/min |
| カーフ幅 (補正値) |
1.5mm | 1mm | 1.8mm |
加工結果
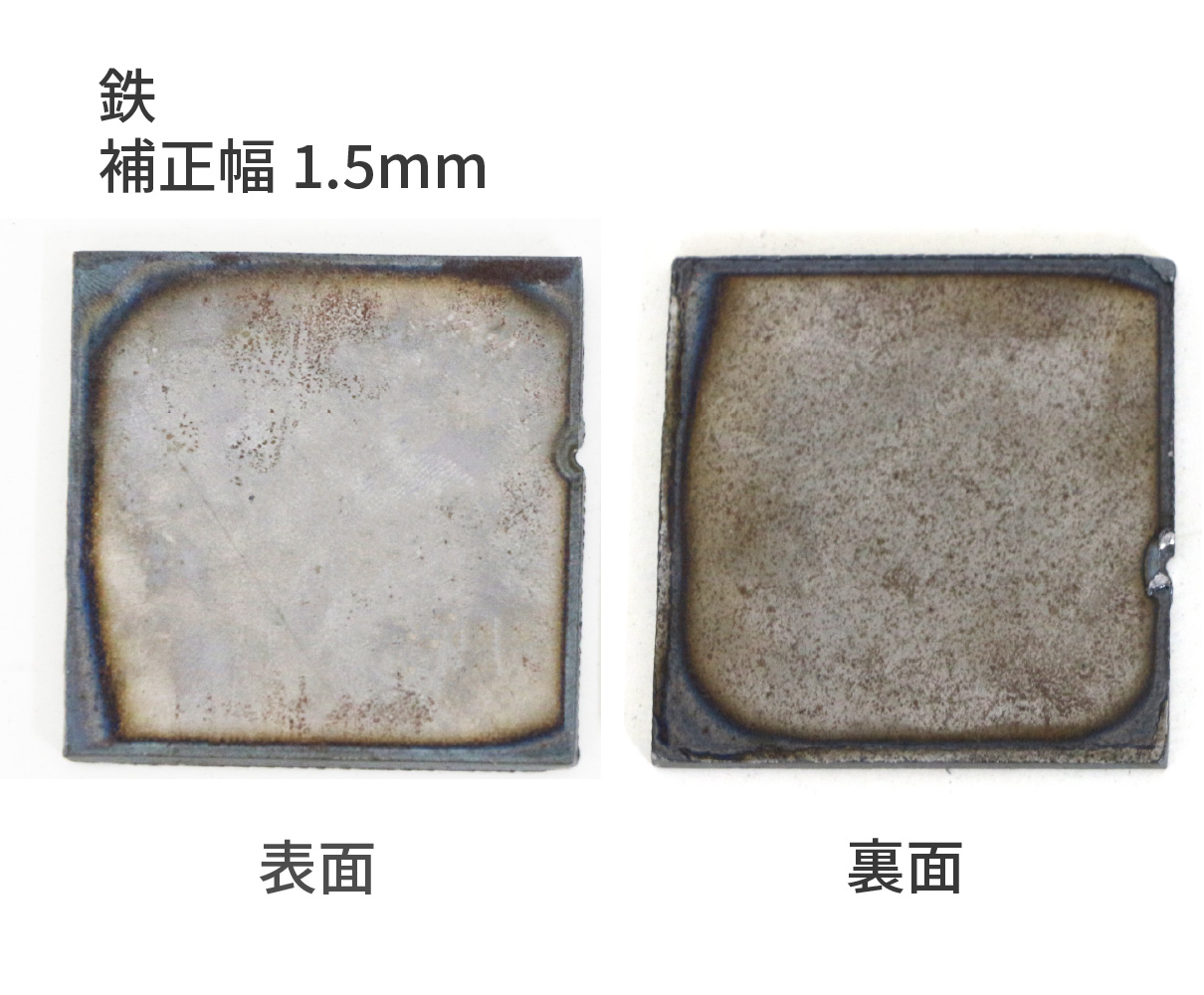
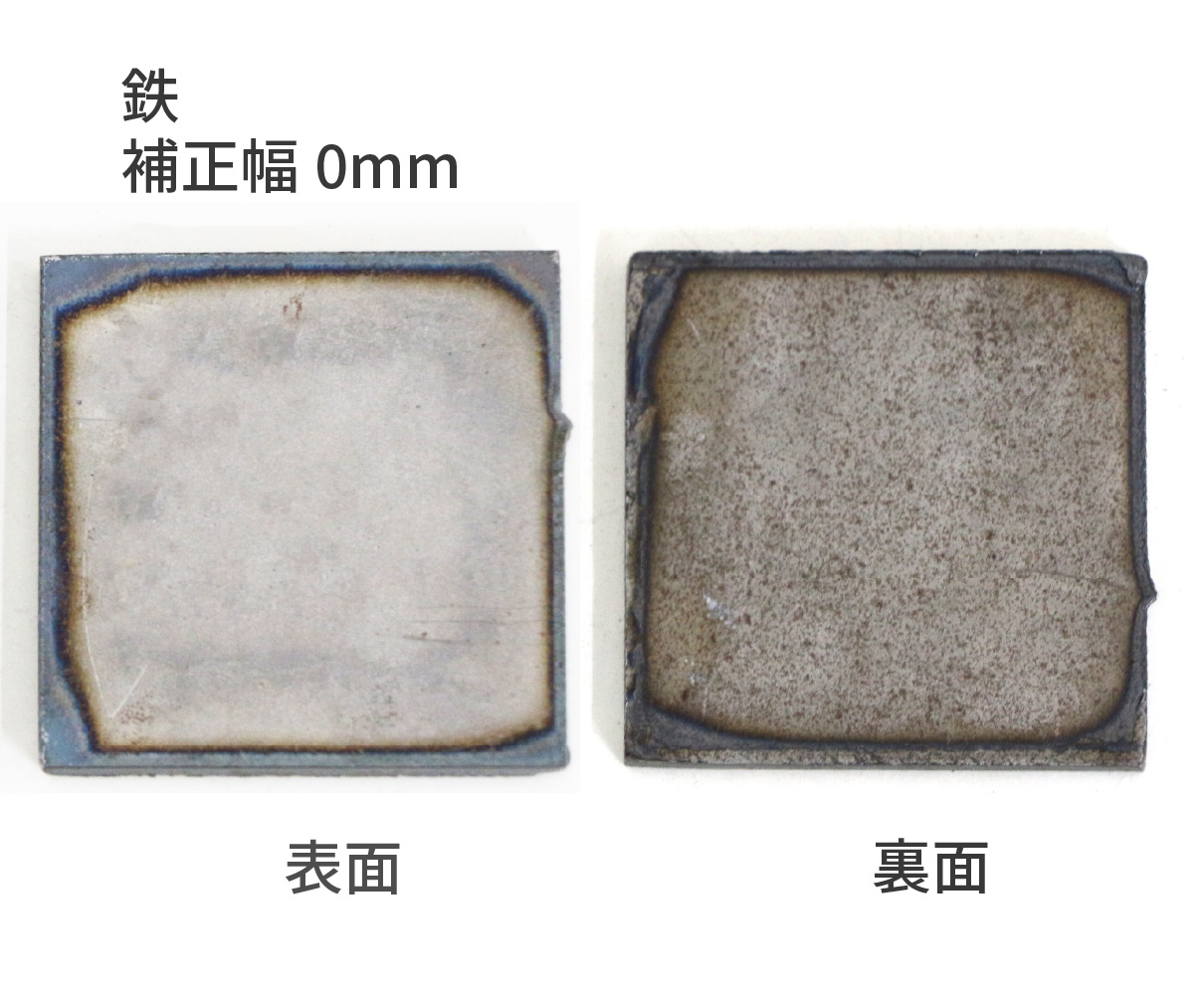
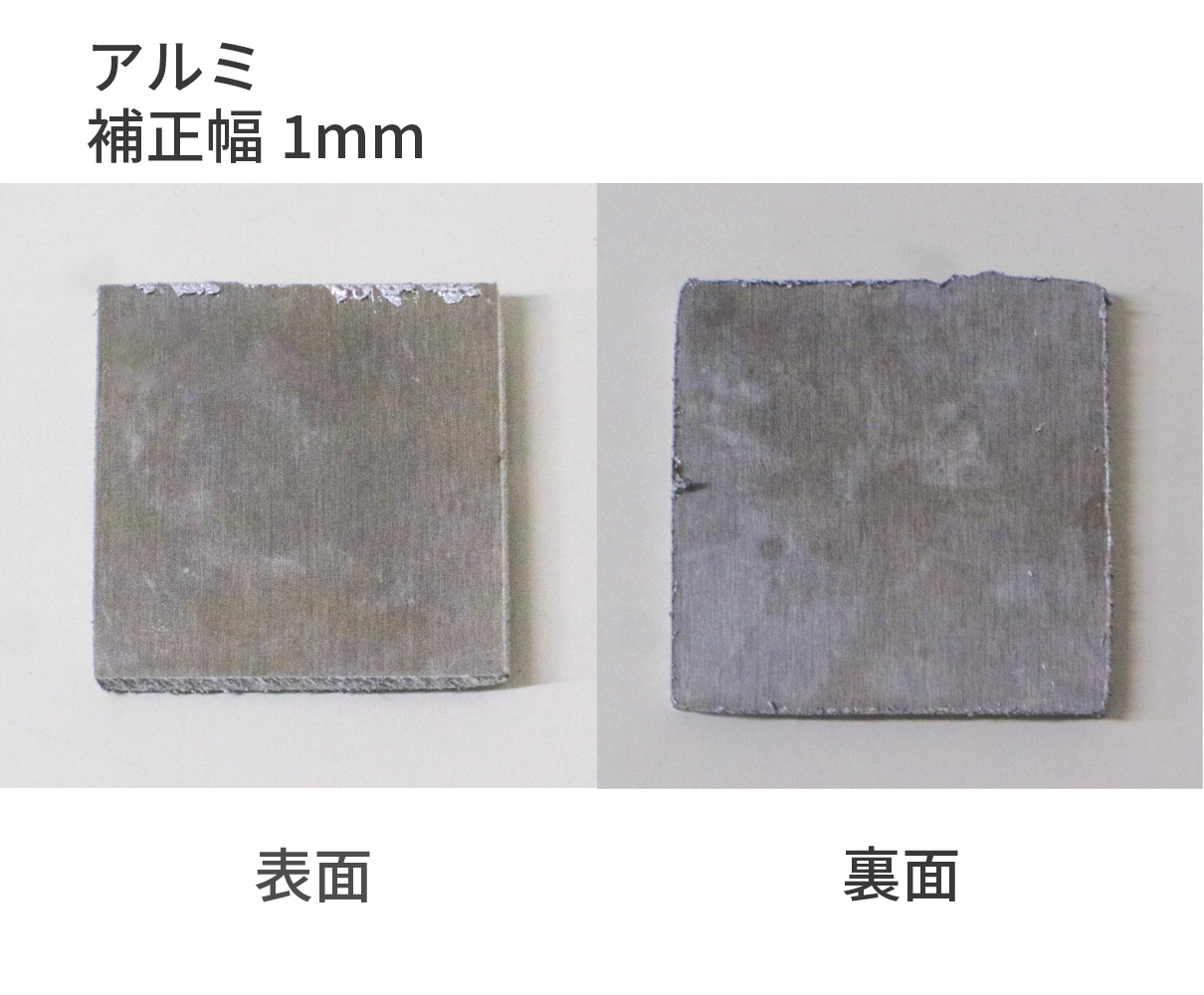
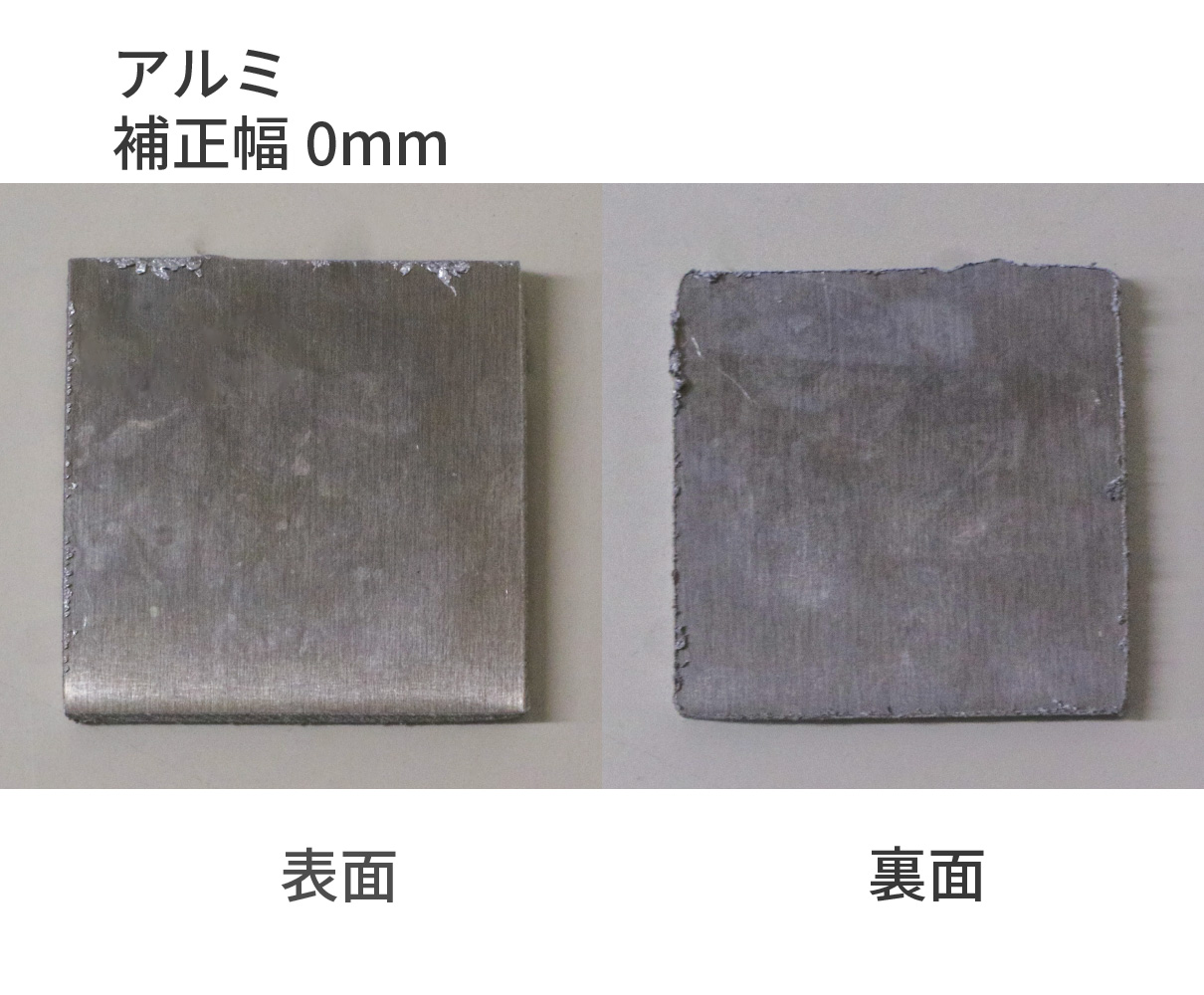
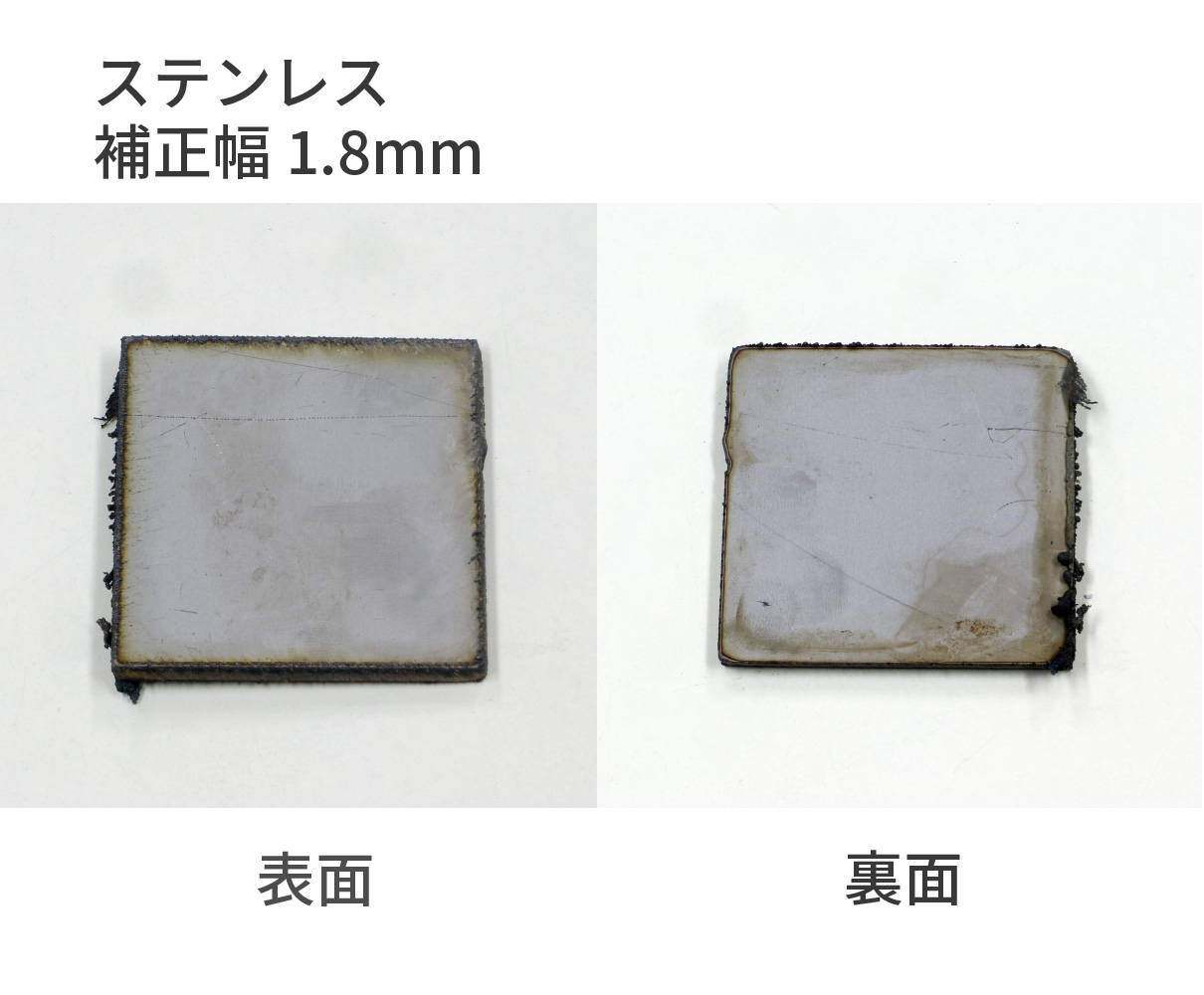
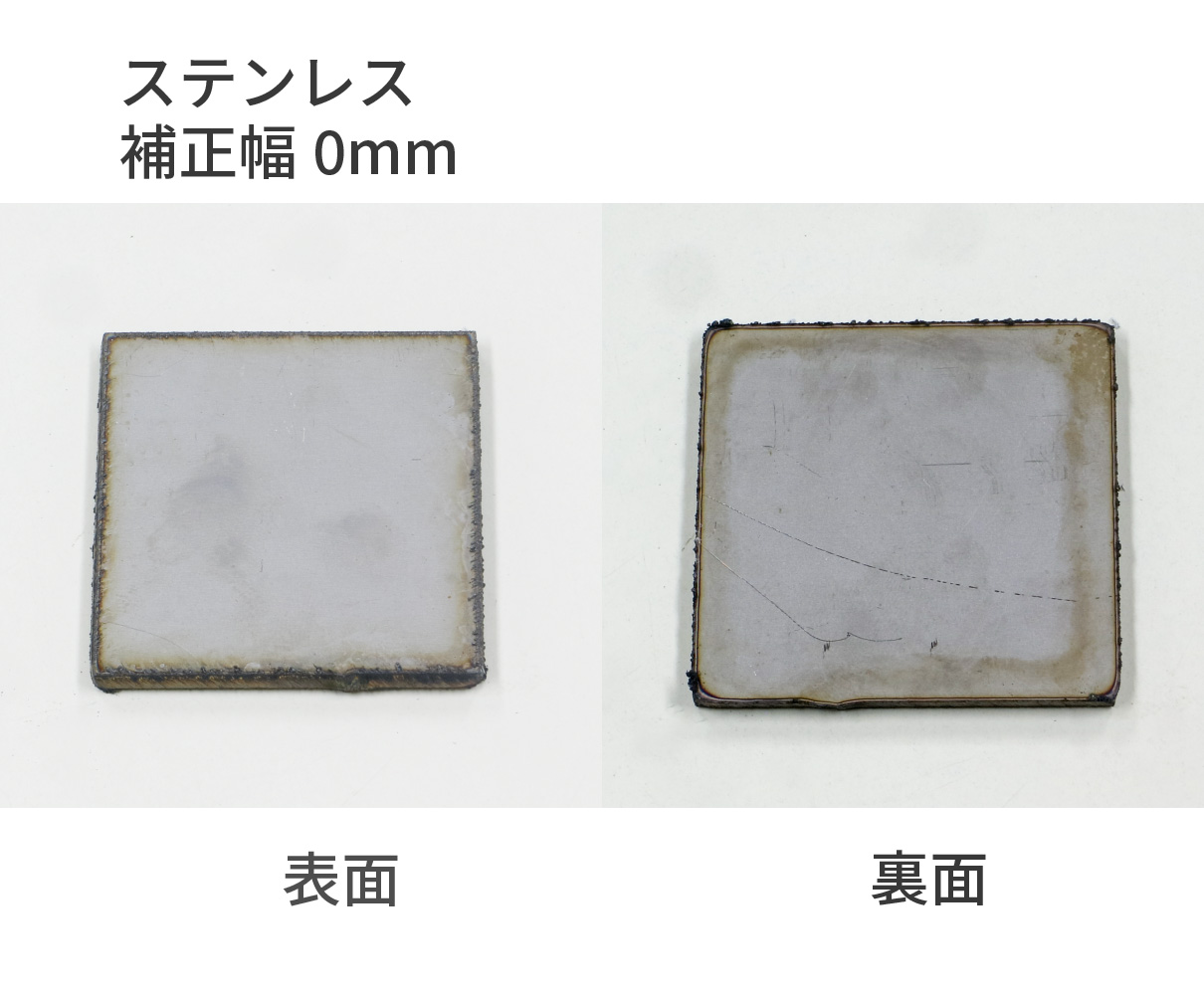
| 補正ありの場合 | 補正なしの場合 | |
|---|---|---|
| 表面 | 0.5mm~1mmほどマイナス | 2~3mmほどマイナス |
| 裏面 | 1mm~1.5mmほどマイナス | 2~3mmほどマイナス |
結果のまとめ
切断幅は補正値の調整を行うことで誤差を小さくすることが可能です。
使用電源や素材、加工データの形状などにより補正値は様々です。
そのため、お客様にて調整をしていただく必要がある箇所となっています。
ドロスの発生と切断面について
本製品では加工時にドロスが発生します。
使用電源を上げる、加工速度などのパラメータ調整によりドロスの発生を抑えることはできますが、熱の影響により少なからず発生してしまいます。
また、プラズマアークの特性上、加工物の切断面が斜めになってしまいます。
一般的には加工速度を遅くすることで、ある程度抑えることが可能です。
しかし、ドロスの発生量とも関係してきますので、加工時間や後作業のバランスを考慮し調整をしていただく必要があります。
ドロス発生量と切断面
鉄、アルミ、ステンレスを加工した際のドロス発生量と切断面を紹介します。
使用データ:50mm四方の四角形
使用電源:45A
| 鉄 | アルミ | ステンレス | |
|---|---|---|---|
| 板厚 | 5mm | 5mm | 3mm |
| 加工速度 | 1000mm/min | 2800mm/min | 1800mm/min |
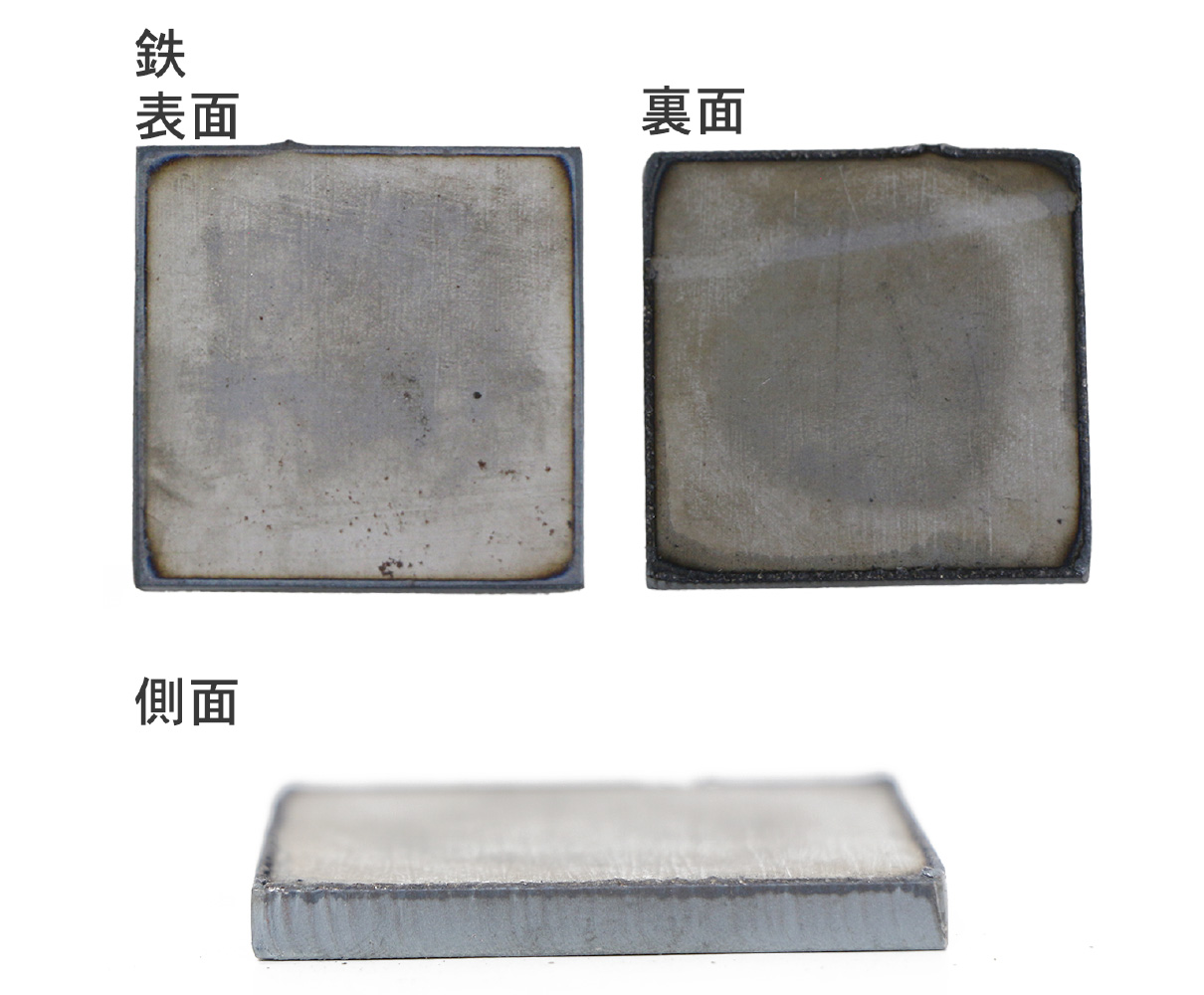
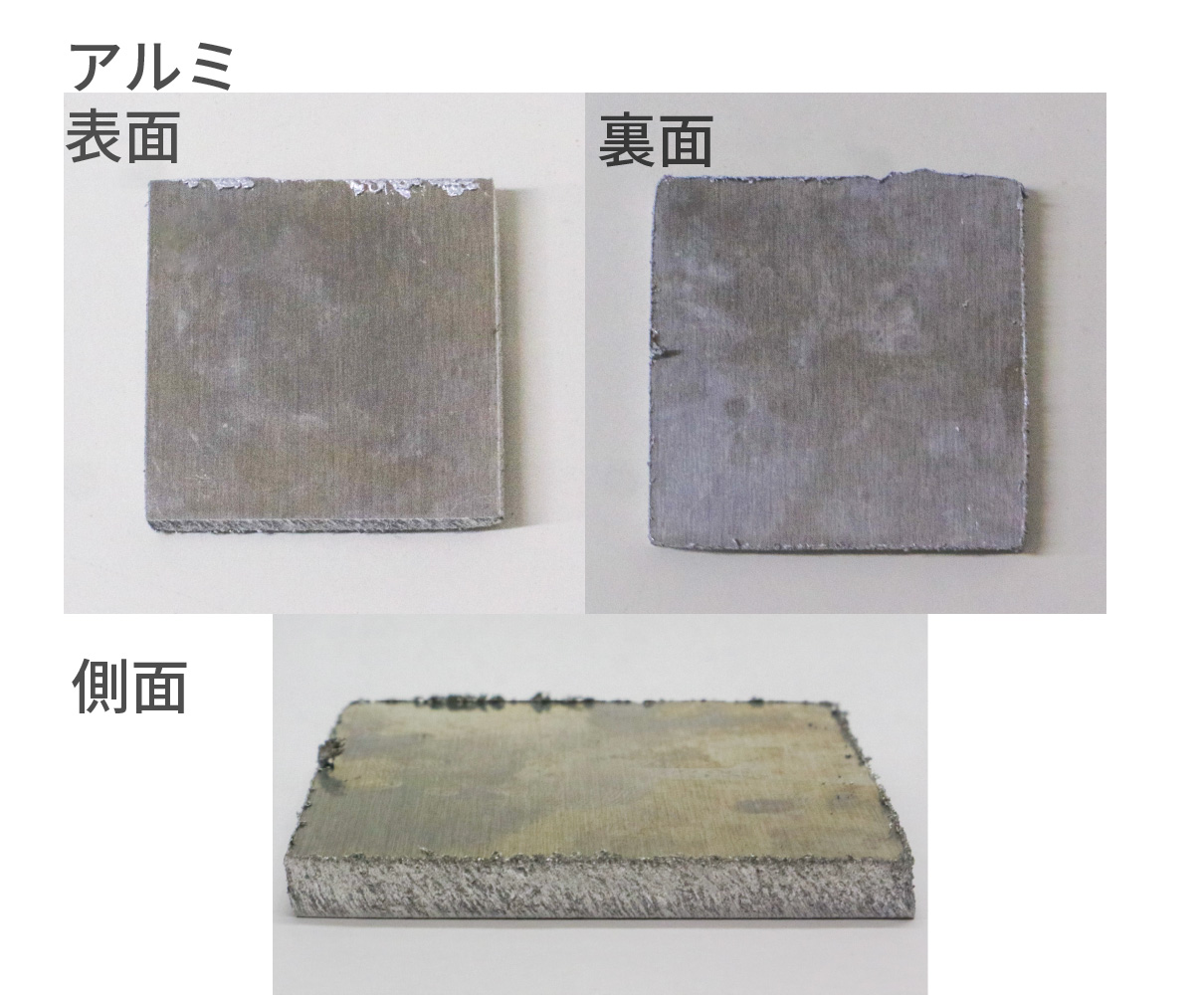
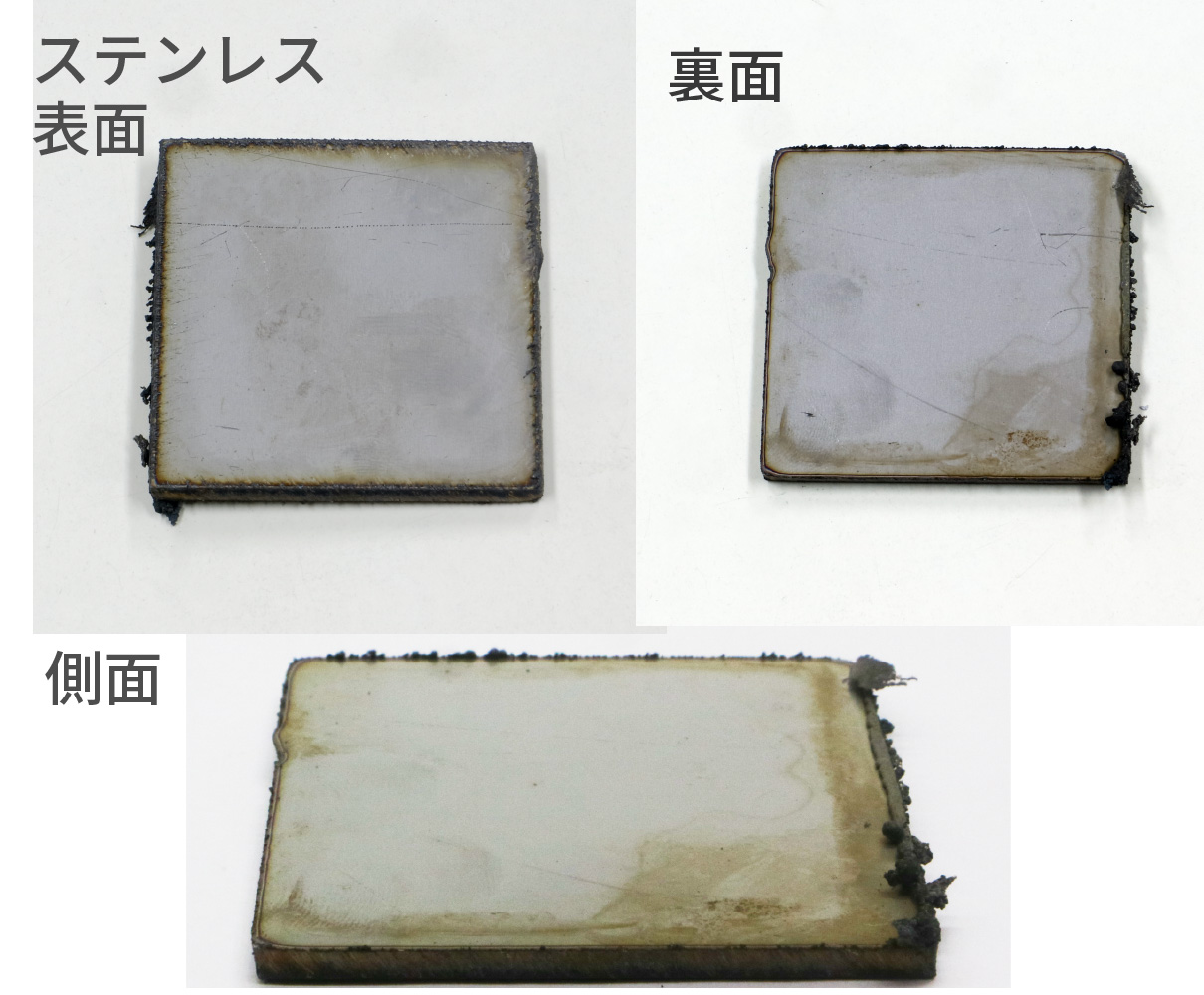
素材により程度は異なりますが、裏面(上)方向にかけて切断面が斜めになり、加工結果が台形状になっています。
まとめ
加工データとの誤差やドロスの発生、切断面といったよくお問い合わせをいただく点を検証しました。
初期費用や厚物にかかる加工時間といった点が、他の加工機との比較ポイントかと思います。
お客様の用途に合った加工機の選定にお役立てください。