
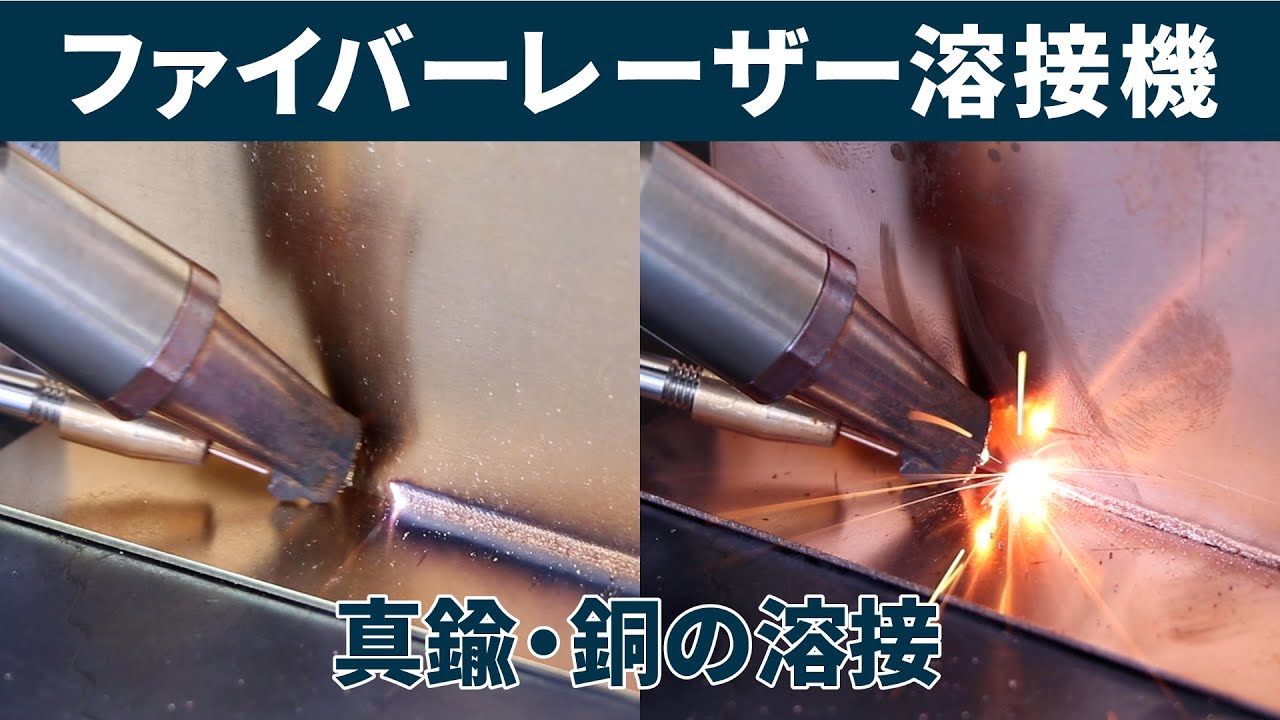
レーザー溶接機は
焼け・歪みの少ない溶接が高速で可能
アーク溶接やTIG溶接はプラズマアークで発生した熱を使って溶接を行います。 一方レーザー溶接機は、集光された「光」で熱を発生させます。 この光はとても小さい点のため熱が影響する範囲がとても狭く、溶接時の焼け・歪みを抑制することが可能(母材も熱くなりにくい)。 従来の溶接機よりも簡単にきれいな溶接ができます。








アーク溶接やTIG溶接はプラズマアークで発生した熱を使って溶接を行います。 一方レーザー溶接機は、集光された「光」で熱を発生させます。 この光はとても小さい点のため熱が影響する範囲がとても狭く、溶接時の焼け・歪みを抑制することが可能(母材も熱くなりにくい)。 従来の溶接機よりも簡単にきれいな溶接ができます。



レーザー照射点をレーザーポインターで表示する機能や、母材に多少の隙間が空いていても溶接を可能にする「スイング機能」をはじめ、溶接をより簡単にそして安全に行うことができる様々な機能を搭載しています。


熱による素材へのダメージが少ないため、初心者でも簡単かつキレイに溶接できるのがレーザー溶接機が誇るメリット。 トーチも持ちやすい形をしており、手軽に溶接が可能です。


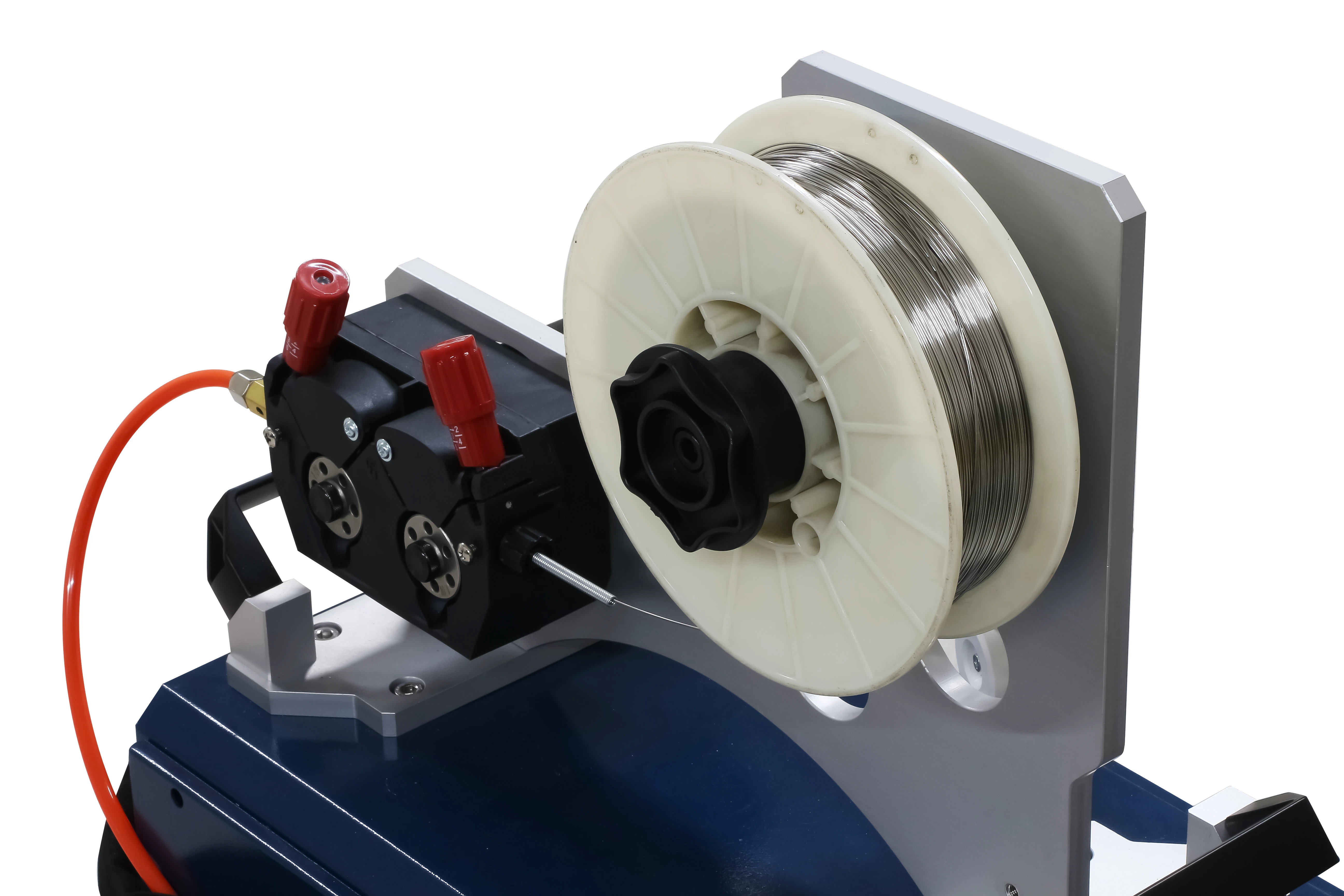
SLW1500Aは、ワイヤーを送給するフィーダーを本体上部に取り付けられるため、コンパクトで省スペースな運用が可能です。さらに、本体は外部冷却水を使用しない強制空冷方式を採用することでチラーが不要となり、従来のレーザー溶接機より軽量で、移動しながらの溶接作業にも対応します。

従来の溶接に比べ電気代が1/5と圧倒的に安く、また、ファイバーレーザー発振器の寿命がとても長いため、長い期間安定して使用することが可能です。※TIG溶接と比較した場合


SLW1500Aの機能

通常のレーザー照射に加えて、レーザーの照射点を左右に高速で動かすスイング機能を搭載。この機能によりビード幅の調整や多少の隙間があっても溶接ができます(ワイヤー使用時で最大1mmの隙間に対応)。スイングの幅は0〜5mmの範囲で設定することができます。

レーザーの出力を細かく設定することが可能なため、素材に合わせたより精細な溶接ができます。 出力も含めたパラメータを保存できるため、素材や作業者に合わせたそれぞれの設定を作成可能です。
ワイヤーを供給するフィーダー装置を標準搭載。
ワイヤーの供給量も自由に設定でき、肉盛溶接(隅肉溶接)が可能になります。
ワイヤー径は 0.6 / 0.8 / 0.9 / 1.0 / 1.2 / 1.6 mmに対応。

さまざまな条件に応じた数種類の形状のノズルをご用意。溶接箇所に応じてノズルを交換するだけで最適な溶接を行えます。

レーザー光は火傷や失明の危険性があり大変危険なため、レーザーの誤照射を防ぐ仕組みが搭載されています。 専用のクランプを母材もしくは溶接台に取り付け、トーチ・母材・クランプが接触(導通)している場合のみレーザーが照射されます。


ファイバーレーザー専用の保護メガネ。レーザー光の侵入を防ぎます。 アーク溶接用の保護メガネや溶接面などはレーザー溶接機では不十分です。標準で1つ付属しています。

ファイバーレーザー専用の溶接面。レーザーの侵入を防ぎつつスパッタによる顔の火傷などを防ぎます。

レーザーは大変危険なため、外部への露光を防ぐためのパーテーションを使用してください。
レーザー溶接は他の溶接方法と何が違うのか、
主要な溶接方法と比べてみました。
| ファイバー レーザー溶接 |
アーク溶接 (手棒溶接) |
CO2溶接 (半自動溶接) |
TIG溶接 | |
|---|---|---|---|---|
| 溶接速度 | ◎ | ○ | ◎ | △ |
| 溶接部の綺麗さ | ◎ | ○ | ○ | ◎ |
| 溶接難度 | ◎ | △ | ○ | △ |
| ガスの種類 | アルゴンガス等 | ガス不要 | 炭酸ガス | アルゴンガス等 |
| 対応可能な母材 | 鉄・ステンレス・ アルミ |
鉄・ステンレス | 鉄・ステンレス | 鉄・ステンレス・ アルミ・チタン・銅 |
| 溶材 | 溶接ワイヤー | 溶接棒 | 溶接ワイヤー | TIG溶接棒 |
| ランニングコスト | ○
電力・ガス 電気代はTIG溶接に 比べ1/5 |
◎ 電力 | ○ 電力・ガス | △ 電力・ガス |
| メリット | 初心者でも簡単に扱うことができ、仕上がりがキレイ。ランニングコストも安め。 | 製品が安価でガスも不要のため、導入しやすい。 | 自動で溶材が供給されるため、手棒に比べ高速かつ簡単に溶接が可能。炭酸ガスが安価のためランニングコストが安い。 | 薄い板や精密な溶接が可能。溶接後の仕上がりがキレイ。 |
| デメリット | 他の溶接機に比べ初期費用がかかる。 | 溶接棒があまり長くないため長時間の溶接が不可。スパッタ(溶接時の火花)が多く発生する。 | スパッタが多く発生する。アルミのような非鉄金属には不向き。 | 溶接速度が遅いため、大量生産に向かずランニングコストが悪い。難易度が高く作業者の技術によって仕上がりに差が出てしまう。 詳しくはTig溶接機とレーザー溶接機の違いをご覧ください。 |

SLWシリーズは
約500社の国内企業や教育機関に納品実績があります

溶接業、鉄工業、自動車製造、自動車板金、自動車部品製造、看板製造、建設業、板金加工業、空調設備、電気設備、板金缶構造、舞台照明、金型製作、機械設備製造、小型精密部品製造など

弊社は開発から製造、販売まで自社一貫で行うメーカー直販のため、販売店にはない「高い技術力」を持った技術者が常駐。不具合が発生した場合にも原因判明が早く、本社にある整備工場でほとんどの修理を行うことができます。

生産工場(中国)と整備工場(日本)の2拠点で出荷前検査やエージングを実施し、中国から年間約20本(40フィート換算)のコンテナを日本へ出荷。チェックリストに則り品質を一つひとつ確認しお客様の元へお届けしています。

保守部品も本社に在庫しているため、早急に代替品をご用意できます。一般的な輸入業者では海外メーカーを介して修理を行う場合も多く手間が掛かってしまう一方で、弊社は各部門が一気通貫で迅速かつ入念にサポートできます。
溶接による焼けや歪みが少ないため、薄板板金の溶接に適しています。歪みが少なく高品質な溶接が可能です。
アシストガスなどご用意いただくものがいくつかあります。詳しくは本体以外に必要なものについてをご覧ください。
レーザーの出力やデュアルワイヤーフィーダーの対応可否が違います。詳しくはSLW1500AとSLW2000の違いについてをご覧ください。
価格面:メーカー直販のため導入コストが低く、初期投資を早く回収できます。
性能面:自社でパーツひとつひとつを選定し耐久試験や性能検査を徹底して行うため、高品質な性能をご提供します。
サポート面:オンラインにて種類豊富な解説動画やマニュアルを公開しています。また、ご相談窓口は電話とメールで迅速に対応しています。
電気代+ガス費+消耗部品費となります。詳しくはランニングコストについてをご覧ください。
特に資格・講習は必要ございません。ただ、安全に使用するための注意事項をよく理解し使用する必要があり、またレーザ光の安全基準(JISC6802)に準拠する必要があります。
アーク溶接を行う場合、溶接ヒュームが健康障害をおよぼす恐れがあるため、健康障害防止対策が義務付けられています(労働安全衛生法施行令、特定化学物質障害予防規則)。
SLW1500Aはレーザー溶接のため上記法令・規則による義務はありませんが、少なからず溶接ヒュームが発生するため、集塵機や防じんマスクの使用、換気設備を整えることを推奨しております。
標準の1年保証に加え有償での延長保証をご用意しております。詳しくは保証についてをご覧ください。
出荷前に中国工場と日本工場の2拠点で検査を行なっています。主に中国工場では組み立てからレーザー発振器のエージングを含む出荷前検査を行い、日本工場では組み立て後の製品に異常が無いか、再度出荷前検査をしています。詳しくは出荷前検査についてをご覧ください。

セットアップや使用方法などを記載している専用のマニュアルがございます。またご不明点などございましたら、弊社専任スタッフが電話・メールなどでご案内いたします。(平日10:00〜17:00)

弊社ではスタッフがお客様のもとに赴いての修理やメンテナンスサービスは行なっておりません。予めご承知おきくださいますよう宜しくお願い申し上げます。

製品がお客様の元へ到着した日から1年間の無料保証がついております。万が一の故障や修理に関しては、軽微な場合はお客様に対応頂きますが、必要な工具や部品は弊社から無料で発送します。また、消耗品は初期不良の場合のみ交換させて頂きます(弊社スタッフがお客様に訪問して行う修理・メンテナンスは実施しておりません)。

重大な故障・不具合が発生した場合、製品を弊社に返送いただいての修理となります。故障箇所によっては修理に数日を要する場合がありますのでご注意ください。なお、修理期間中の代替機のお貸し出しを承ります(修理製品や代替機の往復送料はお客様負担となります)。

基本的にはオンライン上のマニュアルを確認いただきお客様自身で行っていただきますが、ご不明点は弊社専任スタッフが電話・メール等でご案内いたします。(平日10:00〜17:00)
SLW1500Aは間違った使い方をすると重大な人身事故を引き起こす可能性がある機器です。
安全に使用するための注意事項は数多くありますが、ここでは特に重要な事項を紹介します。

レーザー光が目に直接照射されると失明する恐れがあります。

レーザー光が人体に照射されると火傷や失明をする恐れがあります。

必ず専用の保護メガネや溶接面を着用してください。失明や視力低下の恐れがあります。

専用の管理区画(部屋)を設け、レーザー光が外部に漏れないようにしてください。

レーザー光が皮膚に当たると火傷の恐れがあり、可燃物に当たると火災が発生する危険性があります。

保護メガネ、保護手袋、長袖の服、防じんマスクを着用する。

金属ヒュームの吸引を防ぐため、集塵機などの換気設備を整えてください。
| レーザー定格出力 | 1500W |
|---|---|
| レーザー波長 | 1080nm |
| レーザー分類 | クラス4(JIS C6802) |
| レーザー出力調整範囲 | 150〜1500W |
| 入力電源 | 単相200V 25A |
| 冷却方式 | 空冷 |
| 繰り返し周波数 | 5〜5000Hz |
| サイズ(幅×奥行×高さ) | 370 × 550 × 890mm(フィーダー含む) |
| 重量 | 約60kg(フィーダー含む) |
| トーチ重量 | 0.7kg |
| トーチケーブルの長さ | 9m |
| 推奨作業環境 | 温度:10~40度 湿度:70%以下 |
| 推奨保管環境 | 温度:5〜40度 湿度:70%以下 |
| 最大消費電力 | 5kW |
| 動作モード | 連続 / 変調 |
| 溶接動作モード | 点 / 直線 |
| 溶接ワイヤー径 | 0.6 / 0.8 / 0.9 / 1.0 / 1.2 / 1.6 mm |
| 溶接ワイヤー重量 | 最大20kg |
| 溶接ワイヤー種類 | 自動・半自動用ソリッドワイヤー対応 |
| 対応アシストガス | 窒素・アルゴン |
| ガス流量 | 15〜20L/分 |
※掲載の数値は特定の条件下における設計値または理論値であり、すべての条件下での性能を保証するものではありません。また、製品改良のため、予告なく仕様を変更することがあります。

本社体験スペースで実機を用いた「製品体験」、ビデオ通話で製品をご案内する「オンラインデモ」、そしてお持ちの素材を送るだけで加工結果がわかる「お試し加工」と、製品の理解を深めていただく3つの体験をご提供しています。

Webフォーム、電話またはビデオ通話など、ご希望の方法でサポートいたします。(弊社スタッフがお客様に訪問して行う修理・メンテナンスは実施しておりません)。不具合が発生した際は、代替機や消耗品、修理部品で迅速に対応いたします。

機能のご紹介やセットアップ・メンテナンス方法、マニュアル等の基本情報から、お客様からのお悩みに答える検証動画等、購入検討中の方からご利用中のお客様まで、ご不安を解消するための有益な情報を常時お届けしています。


ソニー株式会社
オムロンスイッチアンドデバイス株式会社
電通株式会社 株式会社ブリヂストン
株式会社JVCケンウッド
ヤマハモーターパワープロダクツ株式会社
キヤノン株式会社 ヤフー株式会社
株式会社キングジム 株式会社ニッセイエコ
三菱製紙株式会社 他多数















