補正値の算出方法
ここでは、ユーザ設定の「補正」項目について説明します。 この補正項目は下記の現象を改善するために有効な調整値です。
- 加工物の寸法がデータと異なる
- X軸とY軸が直角ではない
加工物の寸法がデータと異なる
主な原因
- 光軸調整が適切ではない
- プーリーやタイミングベルトなどの調整が適切ではない
上記の調整を行なっても改善しきれない場合は、大きさ補正の項目を設定して頂くことで改善が期待できます。
補正値の算出方法
- 任意の幅・高さの矩形の加工データを用意します。
- シワや歪みが生じにくい素材に刻印加工を行います。
- データのサイズと刻印加工のサイズから比率を算出します。
[算出例]
データのサイズ: H:200.00mm x W:200.00mm
実際の加工サイズ: H:199.10mm x W:199.50mm
[Hの補正値]
求め方: (データ)200.00 / (実際)199.10 = 1.00452034...
設定値: 100.45203(%)[Wの補正値]
求め方: (データ)200.00 / (実際)199.50 = 1.00250626...
設定値: 100.25063(%)ハッチングやラスタ加工時に左右の輪郭がブレる
主な原因
- X軸のプーリーやタイミングベルトなどの調整が適切ではない。
- 素材に対するレーザーのパワーが低い。
上記の調整を行なっても改善しきれない場合は、スキャン補正の項目を設定して頂くことで改善が期待できます。
補正値の算出方法
- 任意の幅・高さの矩形のベクタ塗り加工データを用意します。
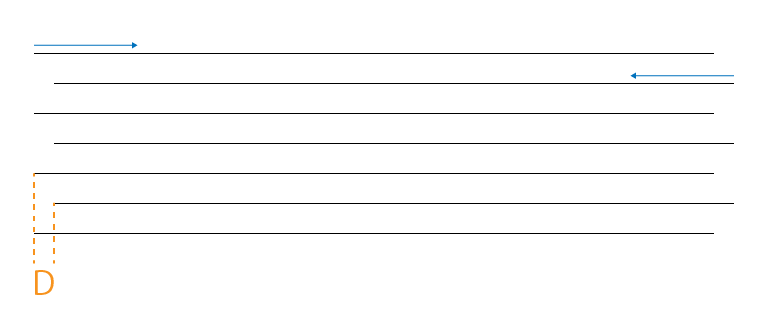
- シワや歪みが生じにくい素材に刻印加工を行います。任意のスピードで、ハッチングは0.5〜1mm程度に設定します。
- 段差の距離(D)を計測し、その値の半分の値を設定します。スピードは加工時のスピードを入力します。
[算出例]
加工時のスピード: 6000mm/min
ズレ幅: 0.3mm
求め方: 0.3 / 2 = 0.15
設定値値: 6000 | 0.15※任意のスピードに対し任意の補正値を設定できます。設定値間の数値は補完されます。
※X方向の補正のみサポートしています。
直角のデータが正確ではない
主な原因
原因:
- 光軸調整が適切ではない
- フレームやX軸の組み立て時に傾きが生じている
上記の調整を行なっても改善しきれない場合は、傾き補正の項目を調整して頂くことで改善が期待できます。
補正値の算出方法
まず、上記の「大きさ補正」を済ませておくと、より正確に補正値が算出できます。
- 任意の幅・高さの矩形の加工データを用意します。
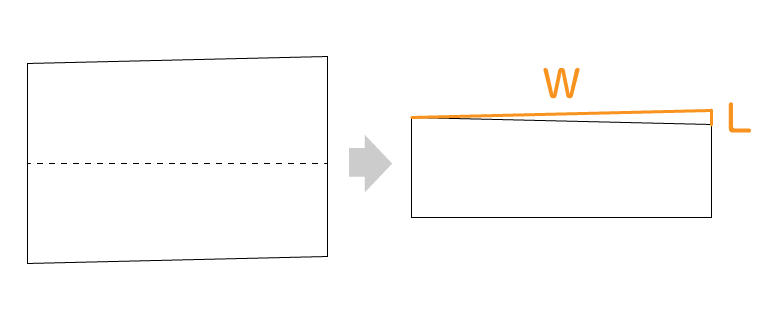
- シワのない紙などの素材を切断加工します。
- 左下角と左上角が重なるように折り重ねます。
- 右下角と右上角の重なりにズレがある場合、このズレの距離(L)を測ります。
- 下記の公式に当てはめて、角度を算出します。
θ (deg) = arcsin ( (L/2) / W ) * 180 / π
[算出例]
データのサイズ: H:280.00mm x W:400.00mm
折り重ねた際の右下角と右上角のズレ: L: 1.50mm
[角度の補正値]
求め方: arcsin( 0.75 / 400.00 ) * 180 / π
設定値:
右上がりを補正する場合: -0.10743°
右下がりを補正する場合: +0.10743°※こちらの自動計算機能をご利用下さい
補正値は ± です。