みなさんこんにちは!
今日はFABOOLユーザーの方なら必ず一度は悩むパラメーターについてご紹介したいと思います。Miniの3.5Wで、パラメーターの設定の仕方でどれほど加工結果に差が出るのか見てみましょう。
分かりやすいように、AからFと名前を付けた四角を6つ加工してみます。
素材はバルサ材(2mm)です。
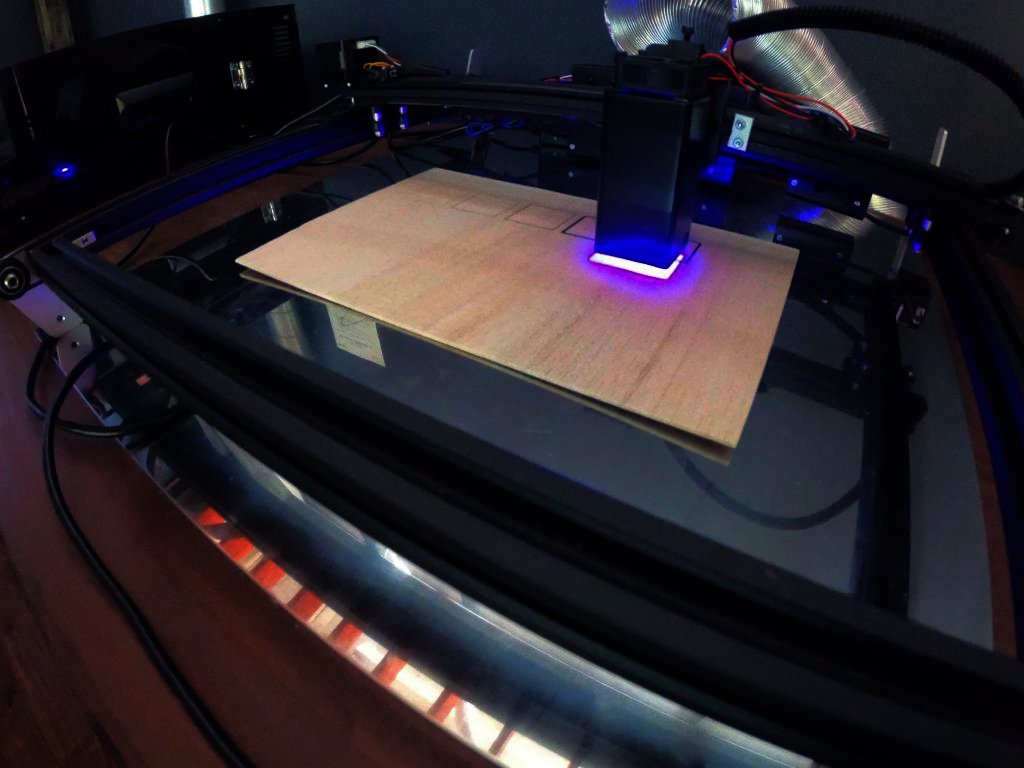
※作業を進めながら気が付いたんですが、木材が少し内側にカーブしているので、写真のように右端と左端が少し浮いてしまい、焦点距離に差が出てしまいました。
これに関しては、後から上司に磁石やマスキングテープを使うといいよ、とアドバイスをもらったので、次回からは忘れずに使ってみます。
パラメーターの設定は
A (3000/100)
B (1000/100)
C (500/100)
D (100/80)
E (50/50)
F (1000/30)
*()内 速度/レーザー強さ
それぞれ、1回、2回、3回加工してみました。
どのような違いが出るのでしょうか。
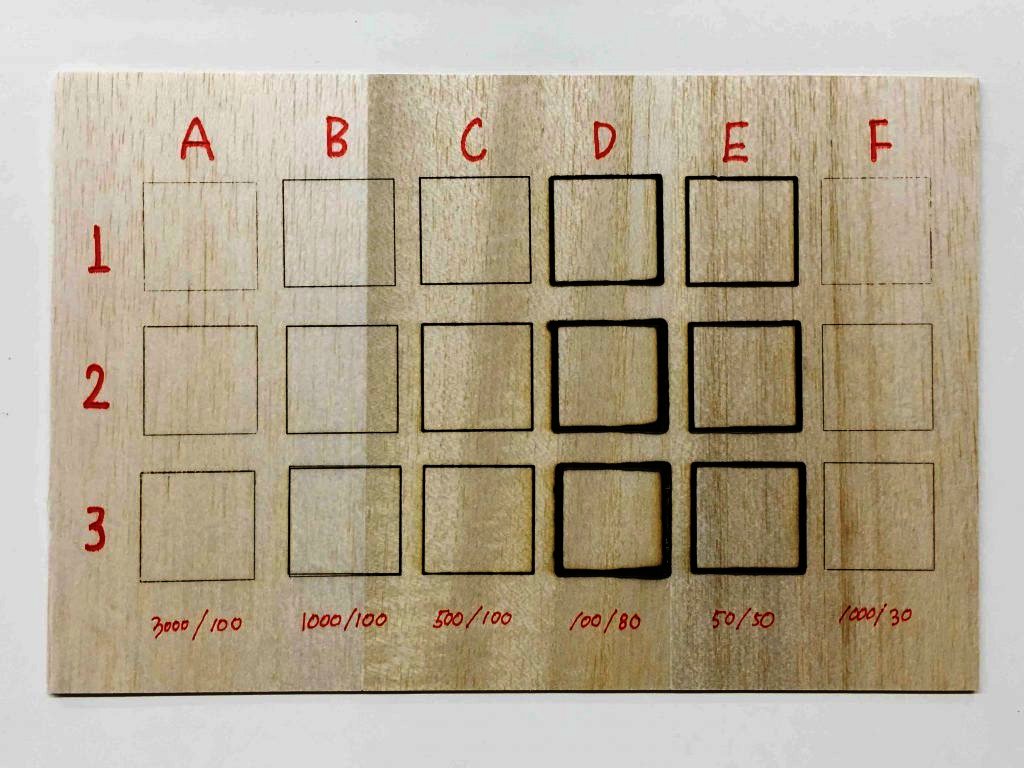
AとBのような、速度が速く設定してあるものに関しては、レーザーの強さを100%にしても線はくっきり、太くは刻印されませんでした。
特にAは三回目の加工でやっと線が途切れずに刻印される程度です。
DとEのような、超低速に関しては、一回目の段階で若干ですが火が出ました。なので、一回目の段階でかなり線が太く出ました。
次は、切り抜きをして、断面がどうなるのか比べてみます。
同じ四角を、力を入れなくても切り抜ける程度になるまで、加工を繰り返します。
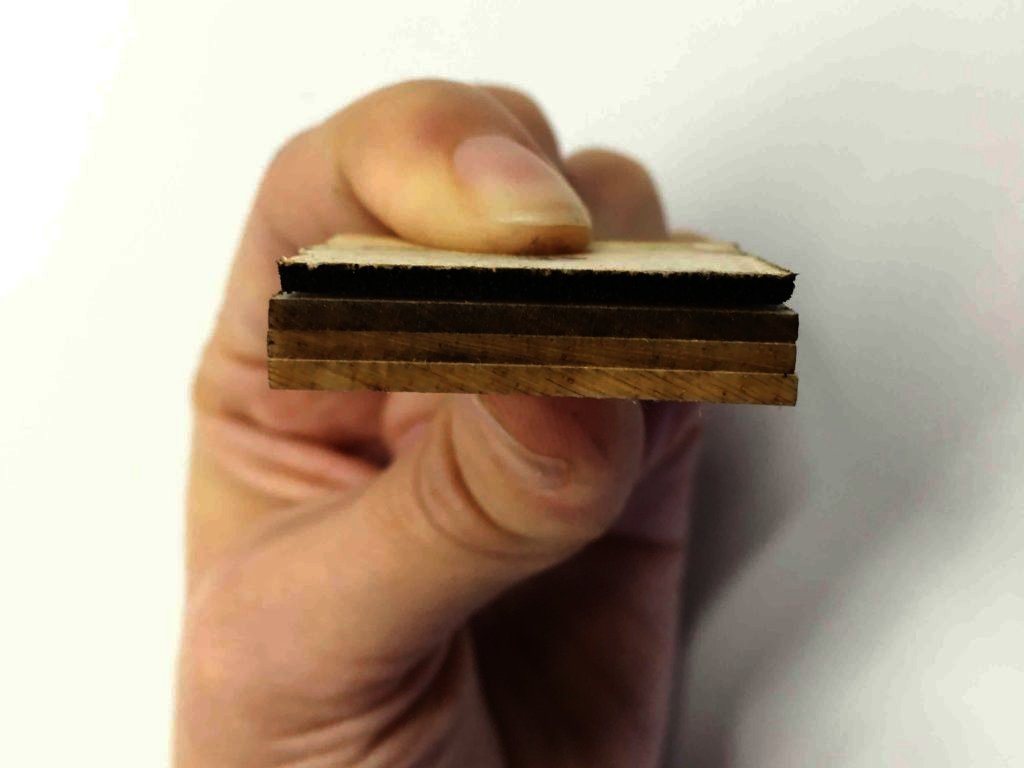
パラメーター設定は、一番上から
100/100 2回加工
500/100 5回加工
1000/100 10回加工
2000/100 20回加工
一番上の100/100に関しては、途中で炎上して、素材が燃え上がってしまいました。
写真でも分かるように焦げてしまっています。
2000/100は20回も繰り返し加工しましたが、とてもきれいに、断面を焦がさず、傷つけることなく切り抜くことができました。
今回、素材はバルサ材の合板をつかったため、木の密度が高い部分と低い部分で、同じパラメーターでも切れ方に違いが出てしまいました。
加工前に、木の密度や木目方向をあらかじめチェックしておけば、失敗して素材を無駄にすることも少なくなりそうです。
新入社員、DIY女子を目指す道のりはまだまだ果てしない感じですが、今日はパラメーターの違いがよく比較できたと思います。
一緒にベストなパラメーターを追求してみましょう。