レーザーカッターで加工を行うときは、必ず高さ調整を行う必要があります。通常、高さ調整治具を使用した場合、レーザーの焦点を素材の表面に合わせることになります。ですが、こちらの記事で行った検証で、焦点を素材の中心部に当てることで通常より綺麗かつ安定して切断できることが分かりました。
今回は、焦点を素材の表面と中心に合わせた際の違いを検証したいと思います。
対象機種
- FABOOL Laser DS
検証素材
- MDF 5.5mm
- アクリル 透明(押出板) 10mm
検証方法
加工素材を少し浮かせた状態で加工を行います。加工データは30×30mmの正方形です。加工中の脱落、もしくは軽く押した状態で脱落したものを切断できたと判断します。
同パラメーターで3回加工を行い、3回とも切れた場合のみ切断可能とします。2回もしくは1回の場合は切れていないと判断します。
速度は50刻みで足し引きを行い、最小値は100とします。
パワーは100で固定、繰り返し回数は10回を上限とします。
検証結果
| 素材名 | 回数 | 焦点 | 速度 | パワー |
|---|---|---|---|---|
| MDF板 5.5mm | 1 | 表面 | 700 | 100 |
| 中心 | 800 | 100 | ||
| 2 | 表面 | 1200 | 100 | |
| 中心 | 1500 | 100 | ||
| 3 | 表面 | 1600 | 100 | |
| 中心 | 2150 | 100 | ||
| アクリル透明 10mm | 1 | 表面 | 250 | 100 |
| 中心 | 250 | 100 | ||
| 2 | 表面 | 400 | 100 | |
| 中心 | 500 | 100 | ||
| 3 | ※表面 | 600 | 100 | |
| 中心 | 750 | 100 | ||
| 4 | ※表面 | 900 | 100 | |
| 中心 | 1000 | 100 | ||
| 5 | ※表面 | 1050 | 100 | |
| 中心 | 1150 | 100 |
※今回の切断判定の3回、全て切り抜くことはできましたが、更に回数を重ねると底面部分の切り抜きが不安定になりました
まとめ
MDF・アクリルともに、ほとんどの場合、表面より中心に焦点を合わせた方が切断できる速度が速いことが分かりました。
焦点とは、レーザーのエネルギーが最も密集した場所です。そこから離れていくにつれて、レーザーは弱くなっていきます。素材の中心に焦点を合わせることで、レーザーが弱くなる箇所を極力減らすことができるため、より速いスピードで切断できたと推測できます。
こちらの記事で行った検証では、9mm以上のMDFは表面に焦点を合わせると切断できませんでした。これは、レーザーが弱い箇所が多く、切断できるほどのエネルギーがなかったためと思われます。
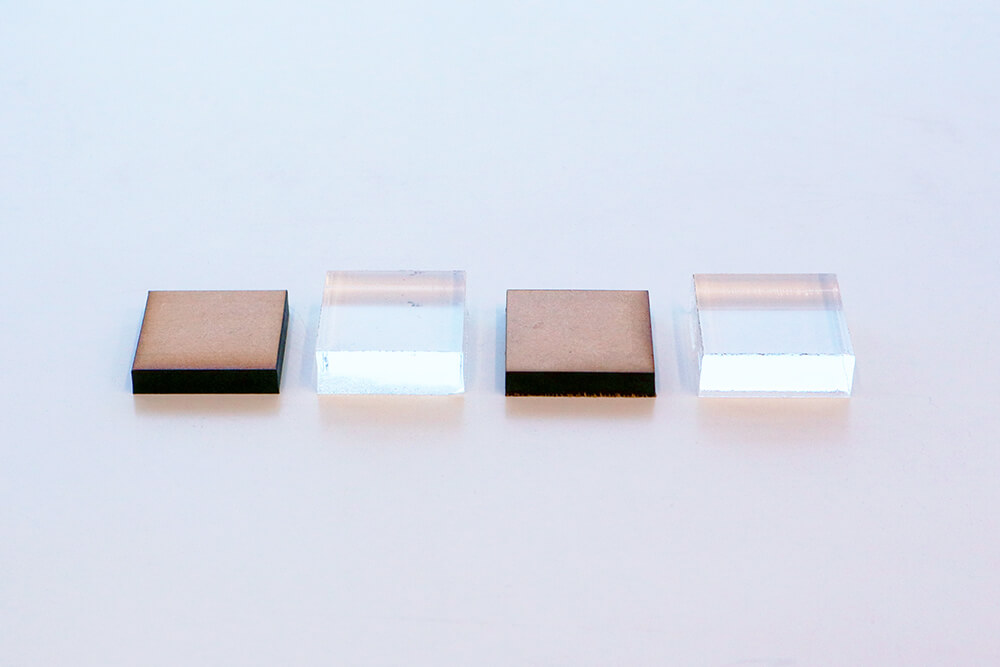
また、以下の写真は、まったく同じパラメータで切断した結果です。左は表面、右は中心に焦点を合わせています。
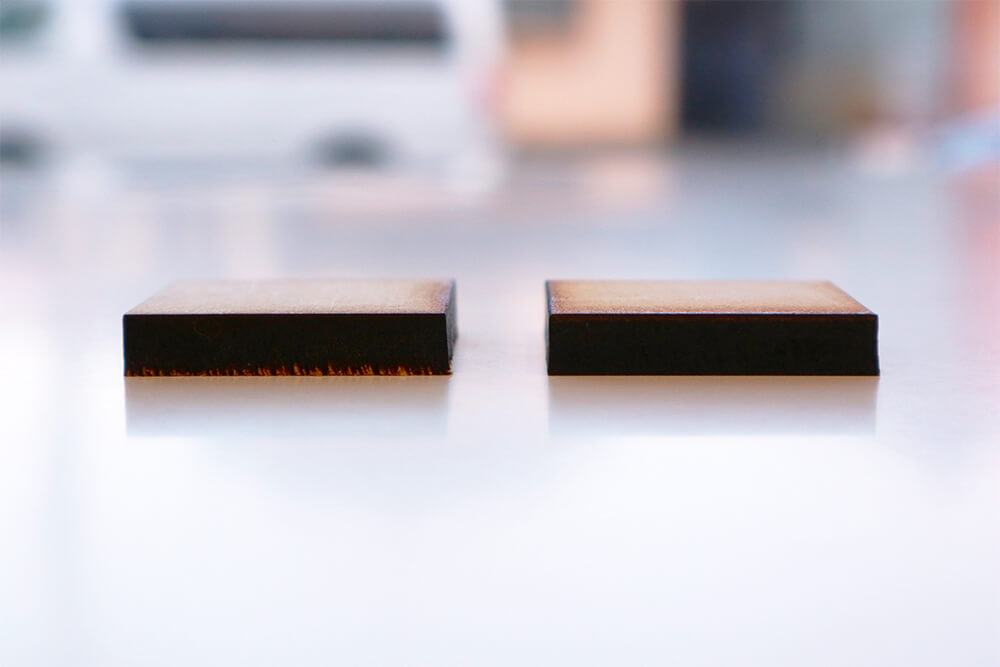
MDFの切断面です。表面に焦点を合わせた左側の素材は、焦点から離れた底部の切断が安定せず、切断面が一定ではないことが分かります。
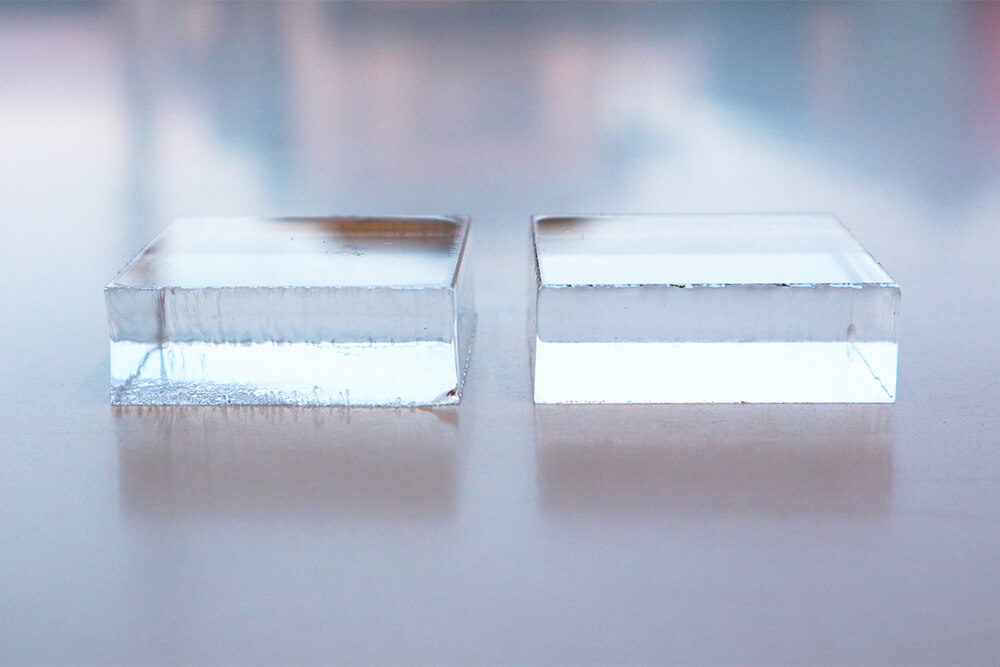
アクリルの切断面です。中心に焦点を合わせた右側の素材の方が切断面が綺麗です。
調整治具データ ダウンロード
表面ではなく中心に焦点距離を合わせることができる、調整治具のデータを用意しました。1mmから15mmの厚さの素材で使用できます。
ぜひダウンロードして使ってみてください。
※FABOOL Laser CO2/DS で使用できます。
※調整治具に使用するアクリルは3mm厚を想定しています。必要に応じて修正してください。